



























































Под заказ
Есть аналог
- Под заказ








1/11
Цена по запросу

Стоимость ШМР: от 180 000 ₽

Частота вращения шпинделя:
8000 об/мин
Кол-во управляемых осей: 7
Ø обрабатываемого прутка: 3 - 20 мм
Вес: 2400 кг
Преимущества
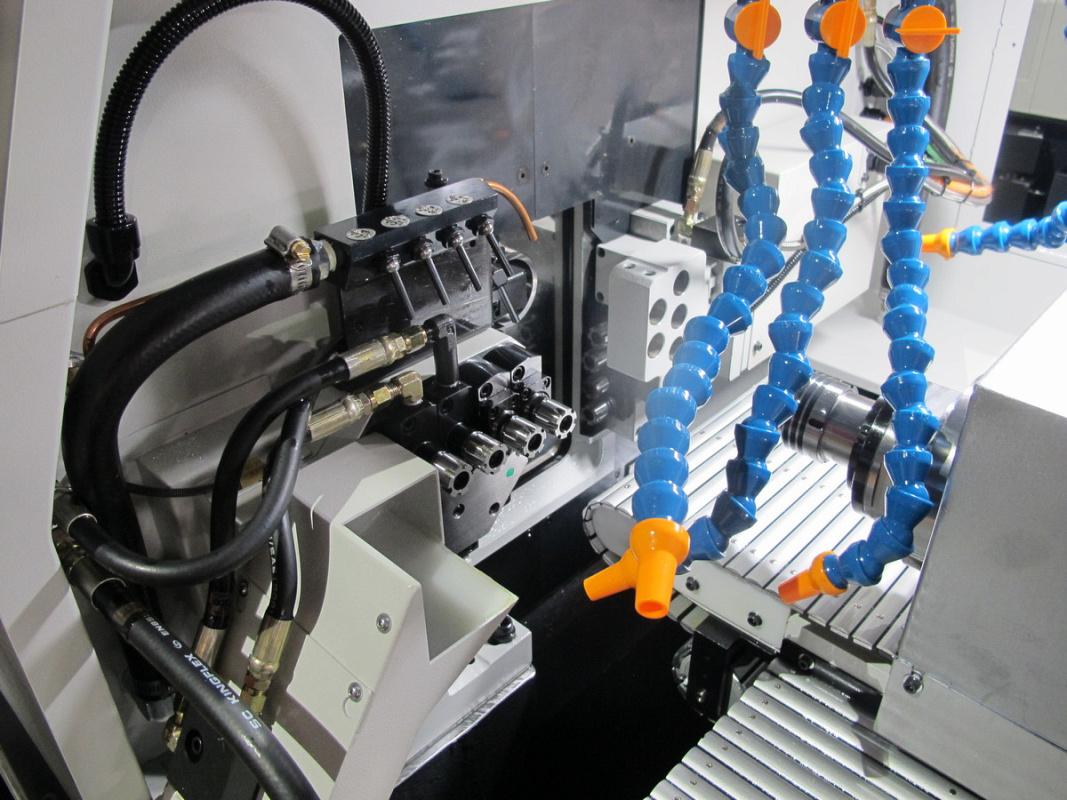
- Многофункциональность - совмещает функции токарного, фрезерного, сверлильного и шлифовального станков
- Изготовление сложных деталей без специальной технологической оснастки
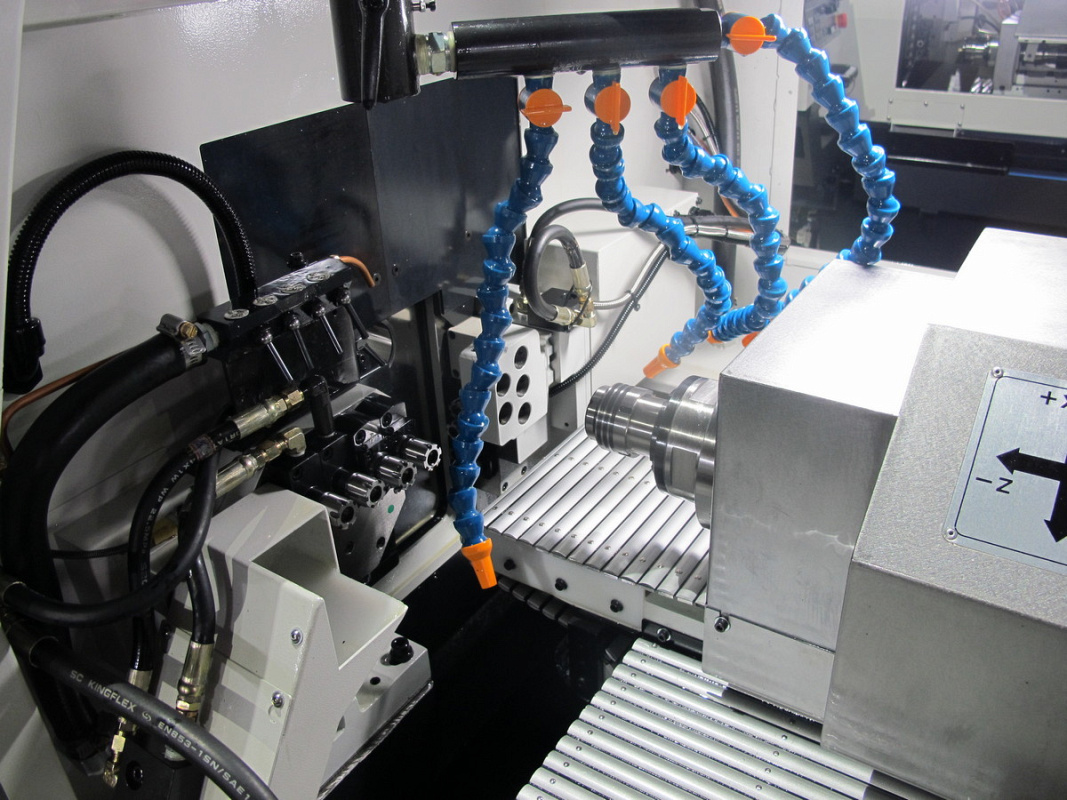
- Противошпиндель с инструментальным суппортом для одновременной обработки 2 деталей
- Повышение эффективности производства в 10 раз
О товаре
Характеристики
Артикул(ы):
| Система ЧПУ | Fanuc |
| Макс. диаметр обработки главного шпинделя, мм | 20 |
| Макс. диаметр обработки противошпинделя, мм | 20 |
| Макс. длина обработки, мм | 200 |
| Макс. диаметр сверления главного шпинделя, мм | 10 |
Все характеристики
Модель
Система ЧПУ
Fanuc
Макс. диаметр обработки главного шпинделя, мм
20
Макс. диаметр обработки противошпинделя, мм
20
Макс. длина обработки, мм
200
Макс. диаметр сверления главного шпинделя, мм
10
Макс. диаметр сверления противошпинделя, мм
10
Макс. диаметр нарезаемой резьбы главного шпинделя
М8
Макс. диаметр нарезаемой резьбы противошпинделя
М8
Макс. диаметр радиального сверления, мм
10
Кол-во позиций инструмента для наружной обработки, шт.
8
Макс. диаметр радиального нарезания резьбы, мм
М6
Кол-во позиций инструмента для внутренней обработки, шт.
5
Кол-во инструментальных позиций для радиальной обработки, шт.
4
Кол-во инструментов для обработки в противошпинделе, шт.
4
Общее кол-во инструментальных позиций, шт.
26
Размер инструмента, мм
12 х 12 х 90
Число осей управления, шт.
9
Частота вращения шпинделя, об/мин
200 - 8000
Ускоренное перемещение по оси X, м/мин
18
Мощность двигателя главного шпинделя, кВт
3,7
Мощность двигателя противошпинделя, кВт
2,2
Наличие противошпинделя
да
Длина, мм
2365
Ширина, мм
1075
Высота, мм
1800
Вес, кг
2400
Карта запусков станков
Запущено станков:
Сервис и технологии
-
 Запуск станковПодробнее
Запуск станковПодробнееОборудование наших брендов и других производителей
-
 Обучение персоналаПодробнее
Обучение персоналаПодробнееГотовим операторов станков: теория, демо-стенды, практика на реальных станках с изготовлением детали
-
 Ремонт оборудованияПодробнее
Ремонт оборудованияПодробнееДиагностика, телесервис и восстановление работоспособности в короткие сроки
-
 Подбор, поставка запчастей и маселПодробнее
Подбор, поставка запчастей и маселПодробнееПоставляем оригинальные комплектующие и подбираем масла под задачу
-
 Разработка технологииПодробнее
Разработка технологииПодробнееПроектируем техпроцесс под конкретное изделие и производство
-
 Подбор финансовых программПодробнее
Подбор финансовых программПодробнееЛьготный лизинг, отсрочка и рассрочка — оптимальные условия от 10+ банков
Отзывы о Автомат продольного точения JINN FA JSL-20AB