



























































Есть аналог








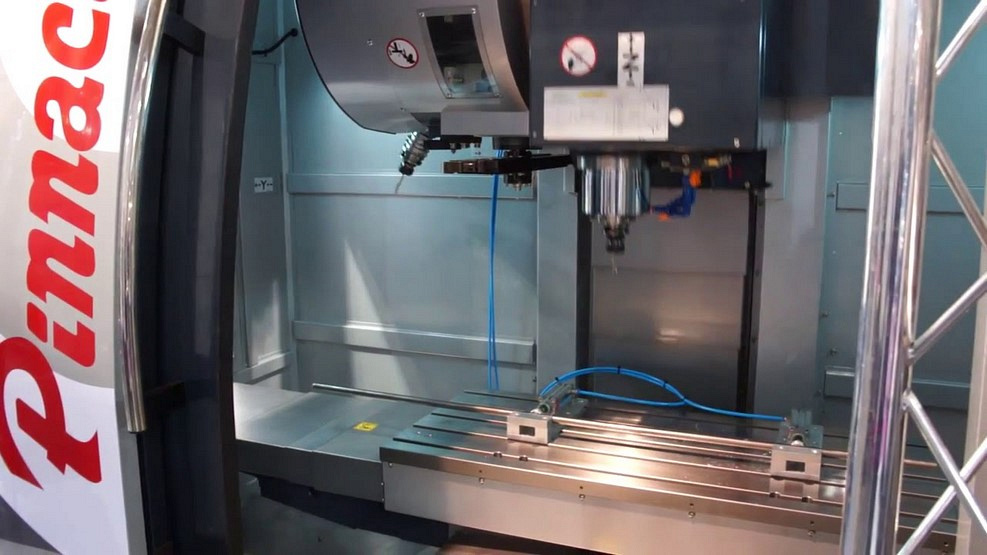






Тип направляющих: качения (роликовые),
скольжения, комбинированные
Размер рабочего стола:
1000 х 500 - 2200 х 850 мм
Мощность: 5,5 - 18,5 кВт
Вес: 5500 - 16 000 кг
Преимущества
- Жесткая конструкция обеспечивает оптимальную жесткость и устойчивость
- Высокая точность и превосходное качество за счет линейных (роликовых) направляющих, серия LV
- Направляющие скольжения по 3-м осям, коробчатого типа. Поверхность направляющих упрочняется по HRC55 на глубину 2 мм, серия SV/QV
- Диаметр ШВП 40 мм на станках QV117 / QV127 / QV147 и 50 мм на станках QV159 / QV179 / QV209
- Все основные составляющие станка изготовлены из высококачественного литья – Механита
- Установка шпинделя на высокоточных подшипниках класса P4 обеспечивает высокую частоту вращения
- "Плавающая" система крепления инструмента предотвращает нагрузку на подшипники шпинделя, что обеспечивает долгий срок службы шпинделя
- Система балансировки шпиндельного узла обеспечивает плавность перемещения и высокую точность обработки
О товаре
Характеристики
Артикул(ы):
| Быстрые перемещения по оси X, м/мин | LV - 36 SV - 24 |
| Быстрые перемещения по оси Y, м/мин | LV - 36 SV - 24 |
| Быстрые перемещения по оси Z, м/мин | LV - 24 SV - 24 |
| Скорость подачи (X/Y/Z), мм/мин | 10 000 |
| Конус | BT-40 |
Все характеристики
Модель
Быстрые перемещения по оси X, м/мин
LV - 36
SV - 24
SV - 24
LV - 36
SV - 24
SV - 24
LV - 30
SV - 20
SV - 20
LV - 30
SV - 20
SV - 20
LV - 24(30)
QV - 20
QV - 20
LV - 24(30)
QV - 20
QV - 20
LV - 24(30)
QV - 20
QV - 20
LV - 24
QV - 16
QV - 16
LV - 24
QV - 16
QV - 16
LV - 24
QV - 16
QV - 16
Быстрые перемещения по оси Y, м/мин
LV - 36
SV - 24
SV - 24
LV - 36
SV - 24
SV - 24
LV - 30
SV - 20
SV - 20
LV - 30
SV - 20
SV - 20
LV - 24(30)
QV - 20
QV - 20
LV - 24(30)
QV - 20
QV - 20
LV - 24(30)
QV - 20
QV - 20
LV - 24
QV - 16
QV - 16
LV - 24
QV - 16
QV - 16
LV - 24
QV - 16
QV - 16
Быстрые перемещения по оси Z, м/мин
LV - 24
SV - 24
SV - 24
LV - 24
SV - 24
SV - 24
LV - 24
SV - 20
SV - 20
LV - 24
SV - 20
SV - 20
LV - 24
QV - 16
QV - 16
LV - 24
QV - 16
QV - 16
LV - 24
QV - 16
QV - 16
LV - 16
QV - 12
QV - 12
LV - 16
QV - 12
QV - 12
LV - 16
QV - 12
QV - 12
Скорость подачи (X/Y/Z), мм/мин
10 000
10 000
10 000
10 000
10 000
10 000
10 000
LV - 10 000
QV - 8000
QV - 8000
LV - 10 000
QV - 8000
QV - 8000
LV - 10 000
QV - 8000
QV - 8000
Конус
BT-40
BT-40
BT-40
BT-50
BT-40
BT-40 / BT-50
BT-50
BT-40
BT-40 / BT-50
BT-50
Тип привода шпинделя
Ремень
Ремень
Ремень
Ремень
Ремень
Ремень
Ремень
Ремень
Ремень
Ремень
Расстояние от оси шпинделя до колонны, мм
620
620
675
675
760
760 / 760
760 / 760
950
950 / 950
950
Внутренний диаметр шпинделя, мм
Ø60
Ø60
Ø70
Ø80
Ø70
Ø70 / Ø100
Ø100
Ø70
Ø70 / Ø100
Ø100
Сила тяги, кг
700
700
950
2000
950
950 / 2000
2000
950
950 / 2000
2000
Частота вращения шпинделя (ремень), об/мин
60 - 8000
60 - 8000
40 - 8000
40 - 8000
40 - 8000
40 - 8000 / 40 - 6000 (8000)
40 - 6000 (8000)
40 - 8000
40 - 8000
40 - 6000 (8000)
40 - 6000 (8000)
40 - 6000 (8000)
Частота вращения шпинделя (редуктор), об/мин
40 - 2000
2001 - 8000
2001 - 8000
40 - 2000
2001 - 8000
2001 - 8000
40 - 1750
1751 - 8000
1751 - 8000
40 - 1500
1501 - 6000
1501 - 6000
LV-40 - 2000, 2001 - 8000
QV - 40-1750, 1751-8000
QV - 40-1750, 1751-8000
LV-40 - 2000, 2001 - 8000
QV - 40-1750, 1751-8000
40 - 1500, 1501 - 6000
QV - 40-1750, 1751-8000
40 - 1500, 1501 - 6000
40 - 1500, 1501 - 6000
LV-40 - 2000, 2001 - 8000
QV - 40-1750, 1751-8000
QV - 40-1750, 1751-8000
LV-40 - 2000, 2001 - 8000
QV - 40-1750, 1751-8000
40 - 1500, 1501 - 6000
QV - 40-1750, 1751-8000
40 - 1500, 1501 - 6000
40 - 1500, 1501 - 6000
Частота вращения шпинделя (прямой привод), об/мин
10 000 (12 000)
10 000 (12 000)
10 000
12 000
15 000
12 000
15 000
10 000
LV - 12 000 (15 000)
QV - нет
QV - нет
LV - 12 000 (15 000)
QV - нет
QV - нет
нет
нет
нет
нет
Мощность двигателя шпинделя, кВт
5,5 / 7,5
7,5 / 11
7,5 / 11
11 / 15
7,5 / 11
7,5 / 11
11 / 15
11 / 15
11 / 15
11 / 15
11 / 15
15 / 18,5
15 / 18,5
15 / 18,5
Количество позиций для инструмента, шт.
20 / 20 (24)
20 / 20 (24)
20 / 24
16 / 24
20 / 24 (30)
20 / 24 (30)
24 / 32
24 / 32
24 / 32
20 / 24
20 / 24
24 / 32
24 / 32
24 / 32
Макс. диаметр (при свободных соседних ячейках), мм
Ø100
Ø100
Ø100
Ø145
Ø145
Ø145 / Ø65
Ø65
Ø90
Ø90 / Ø115
Ø115
Макс. диаметр (при занятых соседних ячейках), мм
Ø90
Ø90
Ø90
Ø105
Ø90 (75)
Ø90 (Ø75) / Ø127
Ø127
Ø100
Ø100 / Ø127
Ø127
Макс. длина инструмента, мм
250
250
250
300
250
250 / 300
300
250
250 / 350
350
Макс. масса инструмента, кг
8
8
8
15
8
8 / 15
15
8
8 / 20
20
Mitsubishi X/Y/Z, кВт
HF354 (3,5)
HF354 (3,5)
HF354 (3,5)
HF354 (3,5)
HF354 (3,5)
HF453 (4,5)
HF453 (4,5)
HF703 (7,0)
HF703 (7,0)
HF703 (7,0)
Fanuc, кВт
Ø22, β22 / Ø12, α12 / Ø30, α30
Ø22, β22 / Ø12, α12 / Ø30, α30
Ø22, β22 / Ø12, α12 / Ø30, α30
Ø22, β22 / Ø12, α12 / Ø30, α30
Ø22, β22 / Ø12, α12 / Ø30, α30
Ø22, β22 / Ø12, α12 / Ø30, α30
Ø22, β22 / Ø12, α12 / Ø30, α30
Ø22, β22 / Ø12, α12 / Ø30, α30
Ø22, β22 / Ø12, α12 / Ø30, α30
Ø22, β22 / Ø12, α12 / Ø30, α30
Siemens, кВт
1FK7 063 (2,9)
1FK7 063 (2,9)
1FK7 063 (2,9)
1FK7 063 (2,9)
1FK7 083 (4,0)
1FK7 083 (4,0)
1FK7 083 (4,0)
1FK7105 (8,2)
1FK7105 (8,2)
1FK7105 (8,2)
Fagили, кВт
FKM64.30A
FKM64.30A
FKM64.30A
FKM64.30A
FKM 64,3 (5,2)
FKM 64,3 (5,2)
FKM 64,3 (5,2)
FXM 75.20A (7,0)
FXM 75.20A (7,0)
FXM 75.20A (7,0)
Heidenhain, кВт
QSY155B (2,47)
QSY155B (2,47)
QSY155B (2,47)
QSY155B (2,47)
QSY155B (2,47)
QSY155D (5,68)
QSY155D (5,68)
QSY190C (7,2)
QSY190C (7,2)
QSY190C (9,6)
Размеры рабочего стола, мм
1000 x 510
1200 x 510
1300 x 610
1440 x 610
1300 x 700
1500 x 700
1600 x 700
1700 x 850
1900 х 850
2200 x 850
Наибольшая нагрузка на стол, кг
600
600
850
850
1000
1200
1500
2000
2500
3000
T - пазы стола
18 x 100 x 5
18 x 100 x 5
18 x 125 x 5
18 x 125 x 5
18 x 125 x 5
18 x 125 x 5
18 x 125 x 5
18 x 150 x 5
18 x 150 x 5
18 x 150 x 5
Перемещение по оси X, мм
850
1020
1140
1270
1140
1300
1400
1500
1700
2000
Перемещение по оси Y, мм
560
560
610
610
710
710
710
900
900
900
Перемещение по оси Z, мм
560
560
610
610
610
610
610
850
850
850
Расстояние от торца шпинделя до поверхности рабочего стола, мм
100 - 660
100 - 660
110 - 720
110 - 720
110 - 720
110 - 720
110 - 720
LV - 100 - 950
QV - 150 - 1000
QV - 150 - 1000
LV - 100 - 950
QV - 150 - 1000
QV - 150 - 1000
LV - 100 - 950
QV - 150 - 1000
QV - 150 - 1000
Система ЧПУ
Mitsubishi / Heidenhain / Fanuc / Siemens / Fagor
Mitsubishi / Heidenhain / Fanuc / Siemens / Fagor
Mitsubishi / Heidenhain / Fanuc / Siemens / Fagor
Mitsubishi / Heidenhain / Fanuc / Siemens / Fagor
Mitsubishi / Heidenhain / Fanuc / Siemens / Fagor
Mitsubishi / Heidenhain / Fanuc / Siemens / Fagor
Mitsubishi / Heidenhain / Fanuc / Siemens / Fagor
Mitsubishi / Heidenhain / Fanuc / Siemens / Fagor
Mitsubishi / Heidenhain / Fanuc / Siemens / Fagor
Mitsubishi / Heidenhain / Fanuc / Siemens / Fagor
Тип направляющих X / Y / Z
Качения / Скольжения
Качения / Скольжения
Качения / Скольжения
Качения / Скольжения
Качения / Скольжения
Качения / Скольжения
Качения / Скольжения
Качения / Скольжения
Качения / Скольжения
Качения / Скольжения
Объем бака СОЖ, л
200
200
300
300
300
300
300
700
700
700
Давление воздуха, кг/см
6
6
6
6
6
6
6
6
6
6
Потребляемая мощность, кВт
20
25
20
20
30
30
30
40
40
40
Напряжение, В
220
220
220
220
220
220
220
220
220
220
Частота, Гц
50 / 60
50 / 60
50 / 60
50 / 60
50 / 60
50 / 60
50 / 60
50 / 60
50 / 60
50 / 60
Длина, мм
2600
2820
3100
3400
3250
3490
3890
4050
4450
5000
Ширина, мм
2230
2230
2230
2230
3080
3080
3080
2900
2900
2900
Высота, мм
2750
2750
2950
2950
3000
3000
3000
3200
3200
3200
Вес, кг
5500
5700
6500
6800
9000
10 000
11 000
14 000
15 000
16 000
Карта запусков станков
Запущено станков:
Сервис и технологии
-
 Запуск станковПодробнее
Запуск станковПодробнееОборудование наших брендов и других производителей
-
 Обучение персоналаПодробнее
Обучение персоналаПодробнееГотовим операторов станков: теория, демо-стенды, практика на реальных станках с изготовлением детали
-
 Ремонт оборудованияПодробнее
Ремонт оборудованияПодробнееДиагностика, телесервис и восстановление работоспособности в короткие сроки
-
 Подбор, поставка запчастей и маселПодробнее
Подбор, поставка запчастей и маселПодробнееПоставляем оригинальные комплектующие и подбираем масла под задачу
-
 Разработка технологииПодробнее
Разработка технологииПодробнееПроектируем техпроцесс под конкретное изделие и производство
-
 Подбор финансовых программПодробнее
Подбор финансовых программПодробнееЛьготный лизинг, отсрочка и рассрочка — оптимальные условия от 10+ банков
Отзывы о Фрезерные обрабатывающие центры Pinnacle SV, LV, QV