



























































Распродажа





Тип направляющих: качения (шариковые)
Размер рабочего стола: 1100 х 520 мм
Мощность: 11 / 15 кВт
Вес: 7000 кг
Преимущества
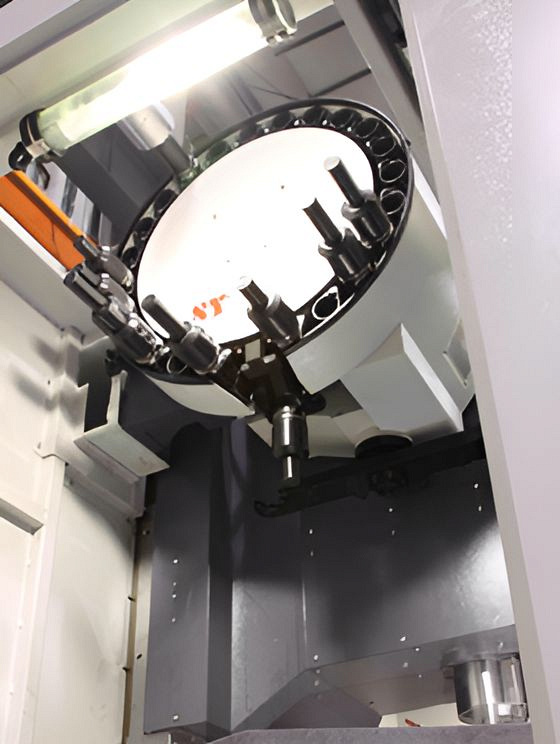
- Высокоскоростной шпиндель
- Прямой привод
- Масляное охлаждение шпинделя
- Функция жесткого нарезания резьбы и автоматическое отключение станка
О товаре
Характеристики
Артикул(ы):
| Установка 4-ой оси | есть |
| Конус шпинделя | ВТ40 |
| Частота вращения шпинделя, об/мин | 8000 |
| Расстояние от центра шпинделя до колонны, мм | 590 |
| Расстояние от торца шпинделя до поверхности рабочего стола, мм | 150 - 710 |
Все характеристики
Установка 4-ой оси
есть
в комплекте
Конус шпинделя
ВТ40
ВТ40
Частота вращения шпинделя, об/мин
8000
8000
Расстояние от центра шпинделя до колонны, мм
590
590
Расстояние от торца шпинделя до поверхности рабочего стола, мм
150 - 710
150 - 710
Мощность двигателя шпинделя, кВт
11 / 15
11 / 15
Крутящий момент, Нм
65,6 / 119
65,6 / 119
Тип привода шпинделя
Ремень
Ремень
Мощность серво-двигателей по осям X / Y / Z, кВт
1,8 / 3 / 3
1,8 / 3 / 3
Мощность помпы СОЖ, кВт
0,24
0,24
Внутренний диаметр шпинделя, мм
110
110
Внешний диаметр шпинделя, мм
150
150
Система ЧПУ
Fanuc
Fanuc
Модель
Fanuc 0i-MF(5) Plus
Fanuc 0i-MF(5) Plus
Размер стола, мм
1100 x 520
1100 x 520
T-образные пазы, мм
5 x 18 x 100
5 x 18 x 100
Макс. нагрузка на стол, кг
750
750
Перемещение по оси X, мм
1000
1000
Перемещение по оси Y, мм
520
520
Перемещение по оси Z, мм
560
560
Тип направляющих X / Y / Z
Качения
Качения
Быстрые перемещения X / Y / Z, м/мин
30 / 30 / 24
30 / 30 / 24
Скорость подачи X / Y / Z, мм/мин
10 000
10 000
Емкость магазина инструмента
20
20
Макс. вес инструмента, кг
8
8
Макс. длина инструмента, мм
300
300
Макс. диаметр инструмента (при полной загрузке ячеек), мм
78
78
Время смены инструмента, с
1,8
1,8
Точность позиционирования по осям X / Y / Z, мм
± 0,004
± 0,004
Повторяемость X / Y / Z, мм
± 0,0025
± 0,0025
Объем бака СОЖ, л
300
300
Давление воздуха, Бар
6 - 8
6 - 8
Диаметр ШВП, мм
40 / 40 / 40
40 / 40 / 40
Ширина направляющих по осям X / Y / Z, мм
35 / 45 / 45
35 / 45 / 45
Макс. диаметр инструмента (без инструмента в соседних позициях), мм
160
160
Потребление электроэнергии, кВA
35
35
Длина, мм
4200
4200
Ширина, мм
2300
2300
Высота, мм
3000
3000
Вес, кг
7000
7000
Карта запусков станков
Запущено станков:
Сервис и технологии
-
 Запуск станковПодробнее
Запуск станковПодробнееОборудование наших брендов и других производителей
-
 Обучение персоналаПодробнее
Обучение персоналаПодробнееГотовим операторов станков: теория, демо-стенды, практика на реальных станках с изготовлением детали
-
 Ремонт оборудованияПодробнее
Ремонт оборудованияПодробнееДиагностика, телесервис и восстановление работоспособности в короткие сроки
-
 Подбор, поставка запчастей и маселПодробнее
Подбор, поставка запчастей и маселПодробнееПоставляем оригинальные комплектующие и подбираем масла под задачу
-
 Разработка технологииПодробнее
Разработка технологииПодробнееПроектируем техпроцесс под конкретное изделие и производство
-
 Подбор финансовых программПодробнее
Подбор финансовых программПодробнееЛьготный лизинг, отсрочка и рассрочка — оптимальные условия от 10+ банков
Отзывы о Фрезерные обрабатывающие центры KMT KVL 1000 (VM1150S)
{kind=link}