































































Ø обработки: 394 - 411 мм
РМЦ: 690 - 750 мм
Мощность: 11 - 26 кВт
Вес: 5600 - 6100 кг
Преимущества
- Стойка ЧПУ FANUC iHMI (15”) + Manual Guide
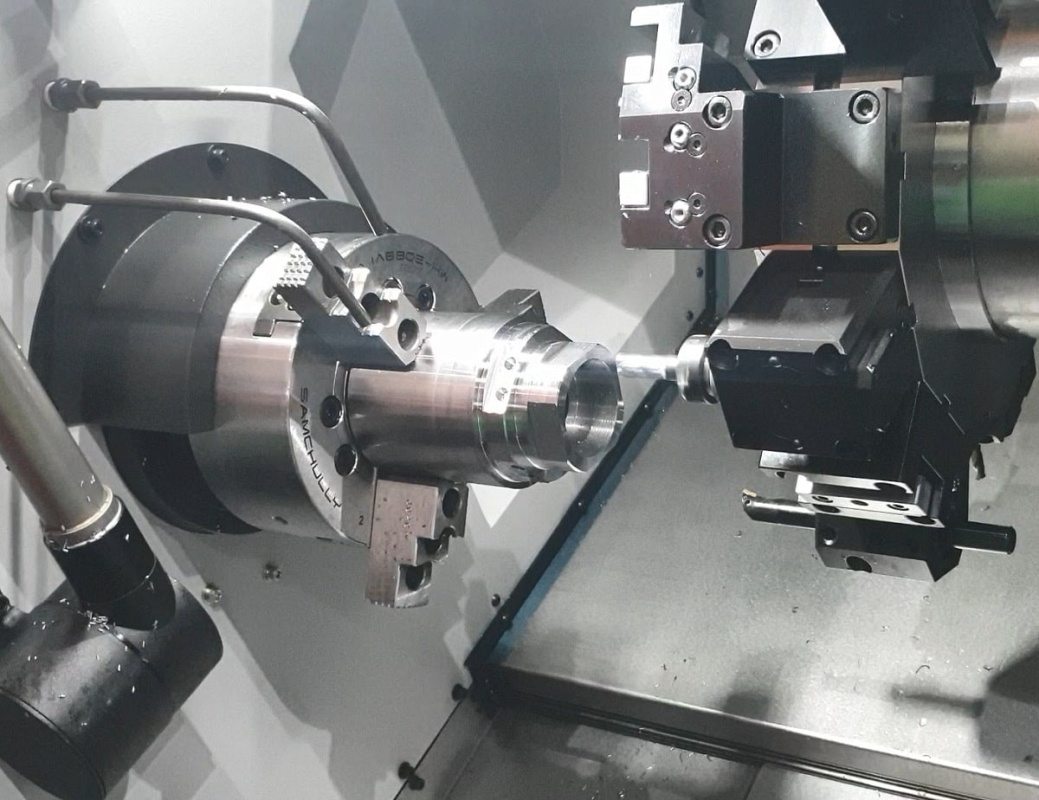
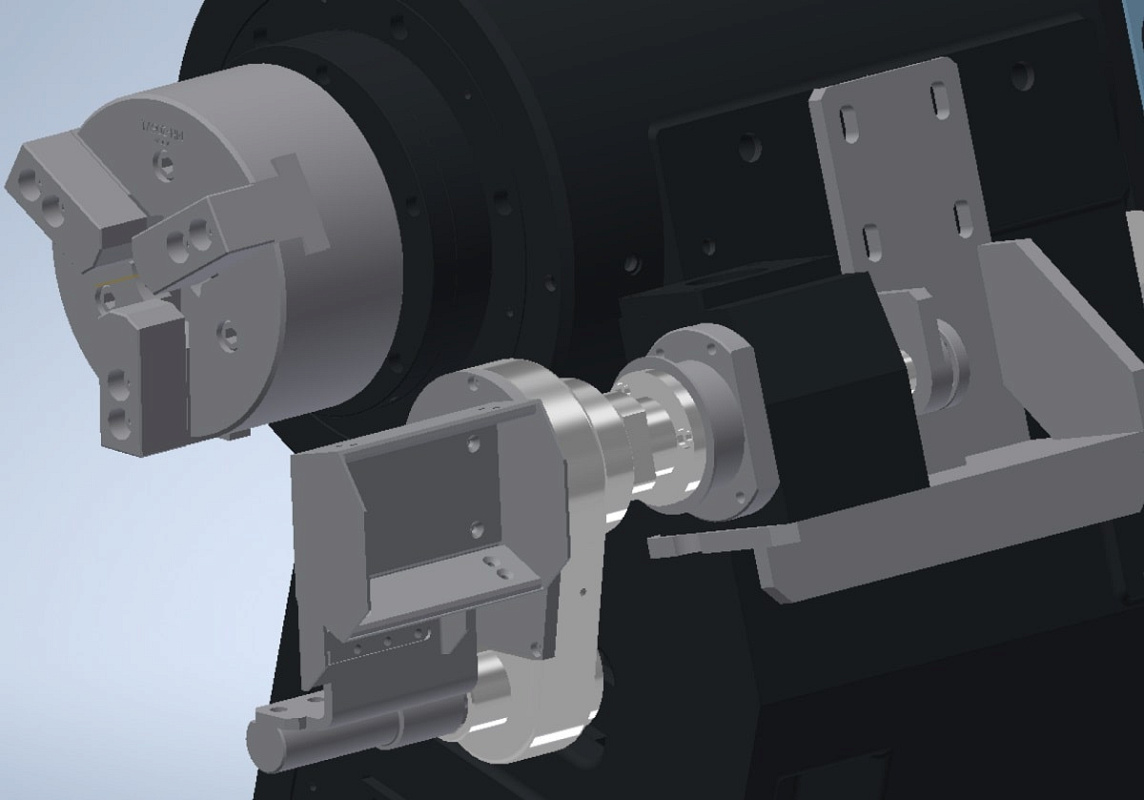
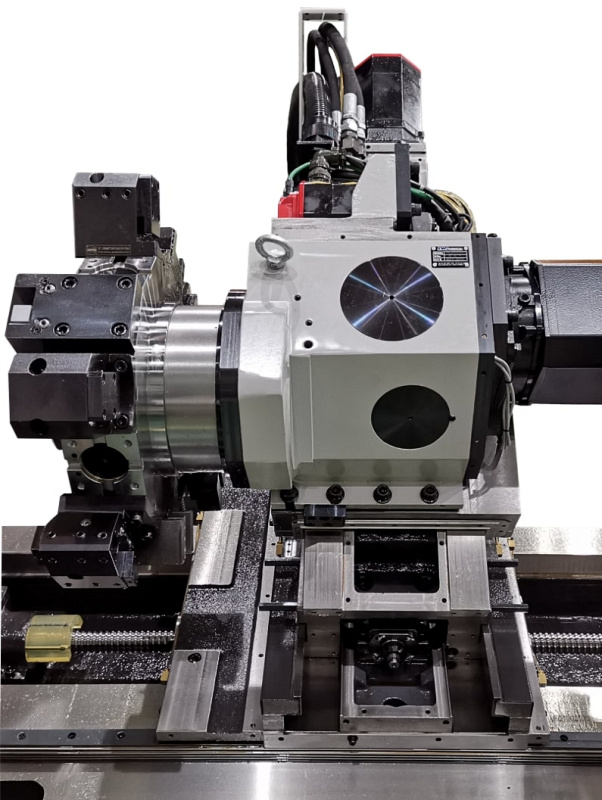
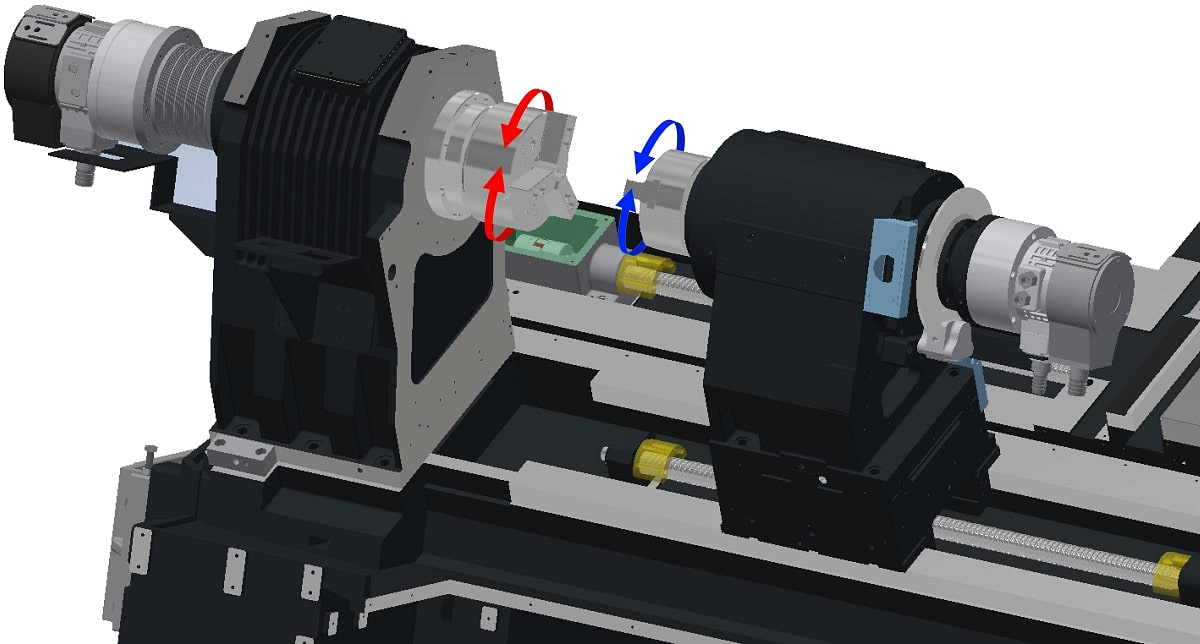
- Многофункциональная токарно-фрезерная обработка
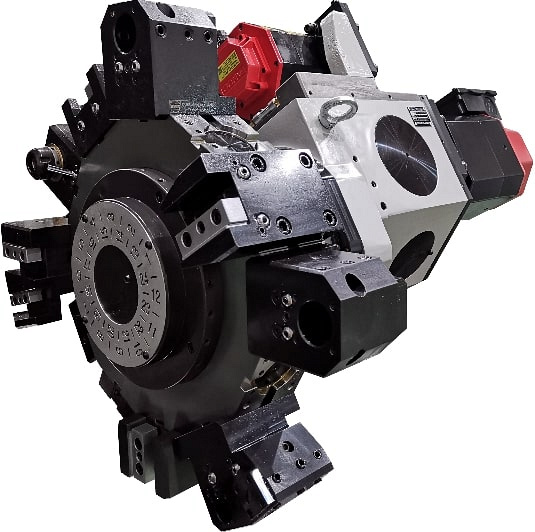
- Крутящий момент на приводном инструменте 35 (47) Н*м
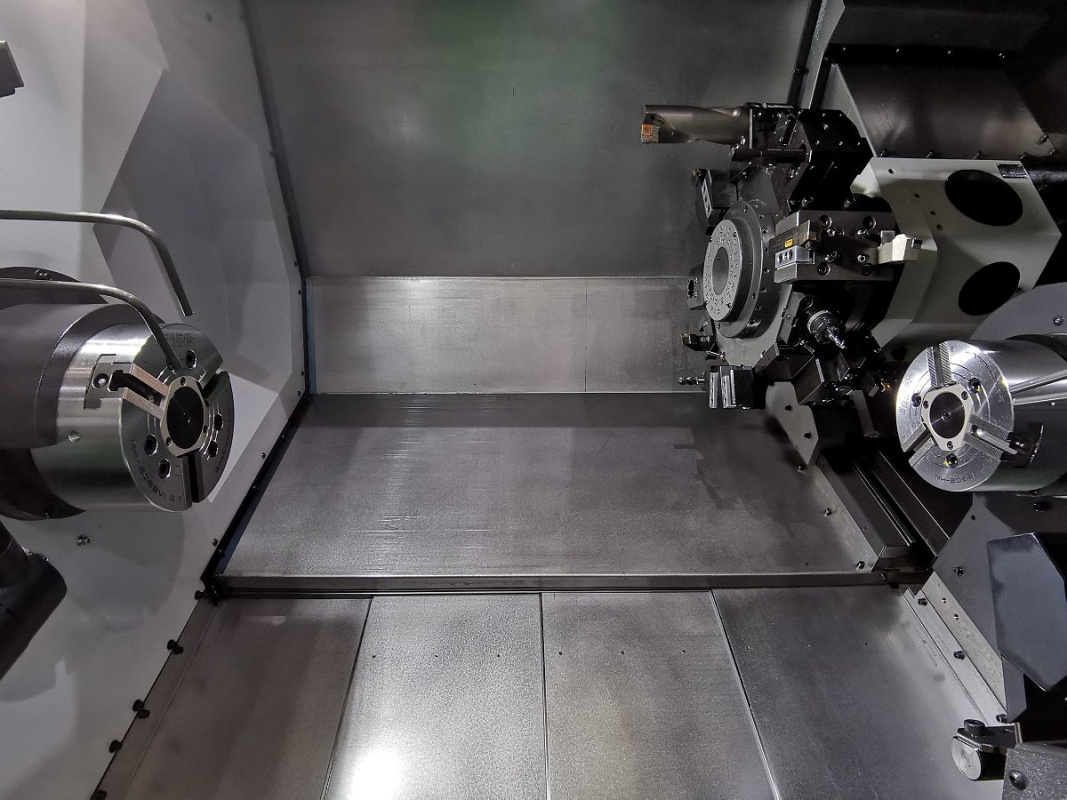
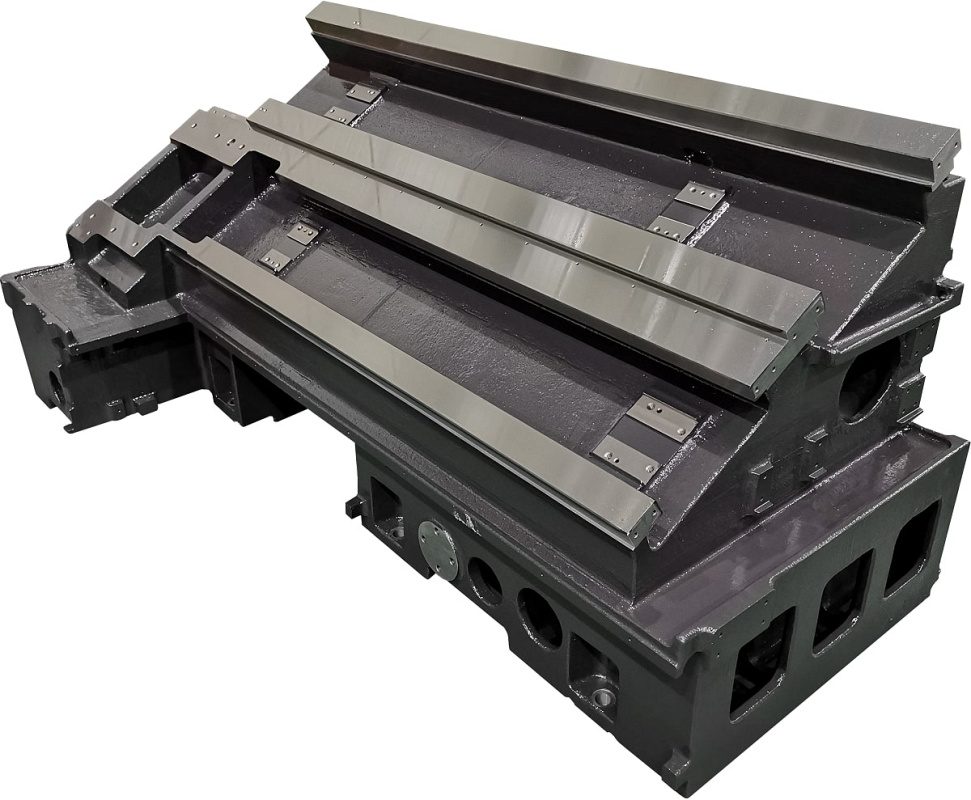
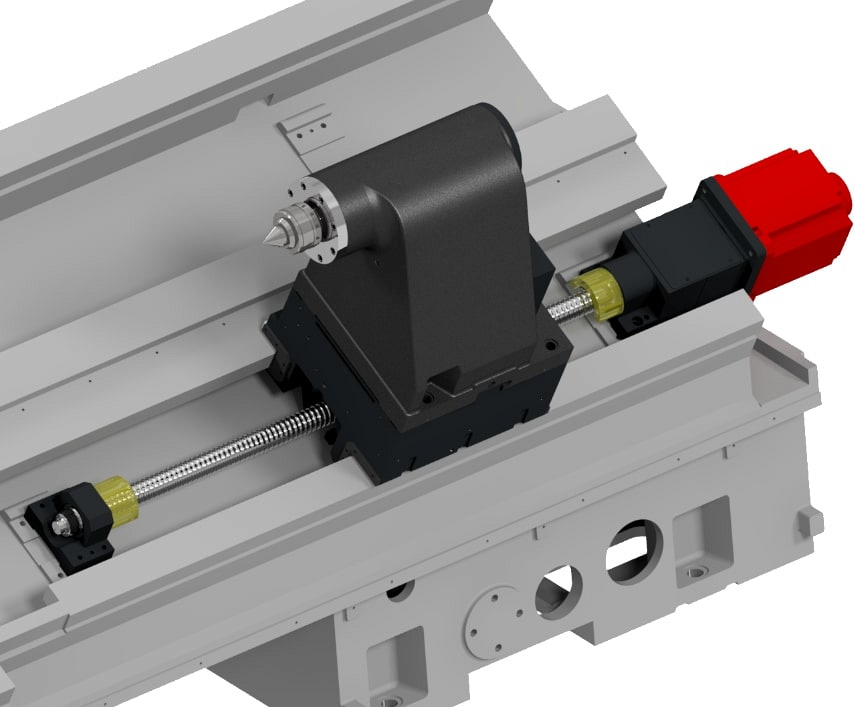
- Компактная жесткая цельнолитая станина с углом наклона 30°
- Направляющие скольжения
- Наличие оси Y позволяет расширить возможности токарного станка с ЧПУ
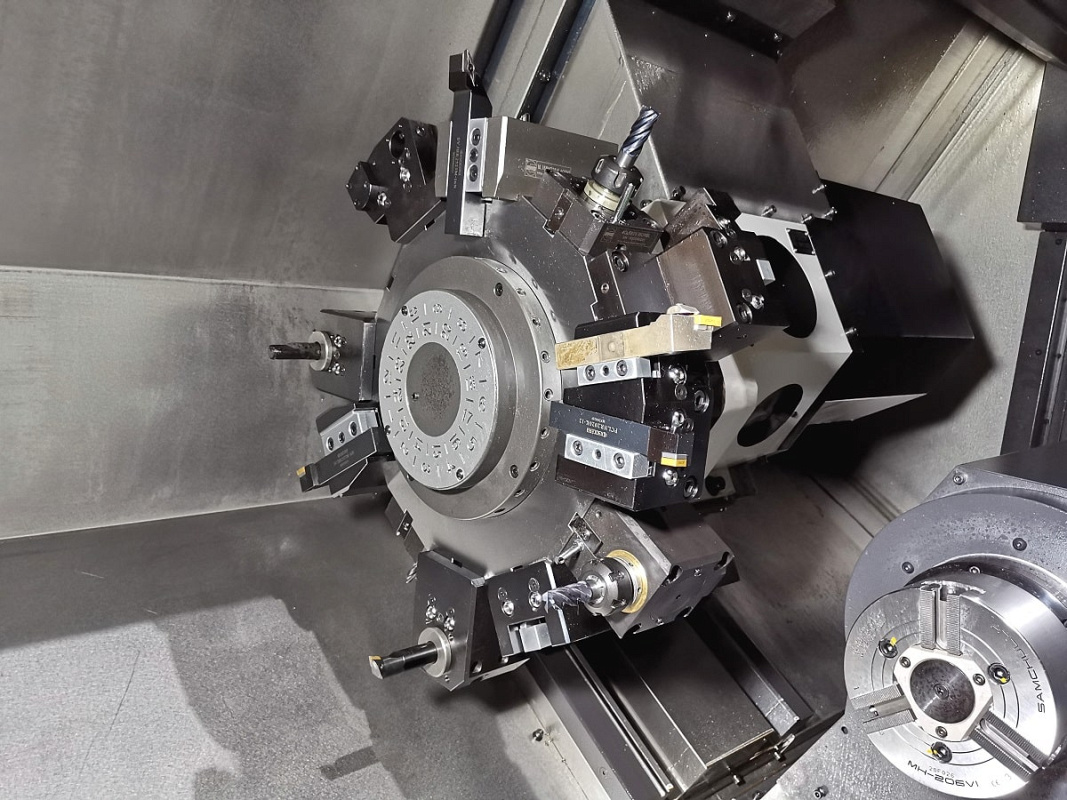
- Конструкция системы крепления инструментальных блоков BMT55 или 65
О товаре
Характеристики
Артикул(ы):
| Макс. диаметр вращения, мм | 810 |
| Макс. диаметр точения, мм | 411 |
| Макс. длина точения, мм | 726,5 |
| Макс. диаметр прутка, мм | 52 |
| Макс. диаметр обработки над суппортом, мм | 720 |
Все характеристики
Макс. диаметр вращения, мм
810
810
810
810
810
810
Макс. диаметр точения, мм
411
411
411
411
394
394
Макс. длина точения, мм
726,5
750
711,5
735
690
713
Макс. диаметр прутка, мм
52
52
68
68
82
82
Макс. диаметр обработки над суппортом, мм
720
720
720
720
720
720
Тип направляющих
Скольжения
Скольжения
Скольжения
Скольжения
Скольжения
Скольжения
Угол наклона станины, °
30
30
30
30
30
30
По оси X, мм
239
239
-
-
-
-
По оси Y, мм
110 (± 55)
110 (± 55)
-
-
-
-
Перемещение по оси Х / Z, мм
239 / 830
239 / 830
239 / 830
239 / 830
248,5 / 830
248,5 / 830
Перемещение по оси Y / B, мм
110 (± 55) / 830
110 (± 55) / 790
110 (± 55) / 830
110 (± 55) / 760
110 (± 55) / 810
110 (± 55) / 760
По оси Z, мм
830
830
830
830
830
830
Мощность шпинделя, кВт
11 / 18,5
11 / 18,5
15 / 18,5
15 / 18,5
18,5 / 26
18,5 / 26
Конус
А2-5
А2-5
А2-6
А2-6
А2-8
А2-8
Обороты шпинделя, об/мин
6000
6000
4500
4500
4000
4000
Диаметр отверстия шпинделя, мм
61
61
76
76
91
91
Размер патрона, дюйм
6
6
8
8
10
10
Макс. диаметр прутка, мм
51
61
76
76
91
91
Мощность шпинделя, кВт
11 / 18,5
11 / 18,5
15 / 18,5
15 / 18,5
18,5 / 26
18,5 / 26
Макс. крутящий момент шпинделя, Нм
157
157
376
376
734
734
Противошпиндель
Есть
Есть
Есть
Есть
Есть
Есть
Система ЧПУ
Fanuc
Fanuc
Fanuc
Fanuc
Fanuc
Fanuc
Приводной инструмент
да
да
да
да
да
да
Ось Y
есть
есть
есть
есть
есть
есть
Перемещение задней бабки, мм
830
-
830
-
830
-
Конус пиноли задней бабки
МТ5
-
МТ5
-
МТ5
-
Тип револьверной головки
ВМТ55
ВМТ55
ВМТ55
ВМТ55
ВМТ65
ВМТ65
Количество инструментов, шт.
12
12
12
12
12
12
Размер державки инструмента, мм
25 х 25
25 х 25
25 х 25
25 х 25
25 х 25
25 х 25
Макс. диаметр расточного инструмента, мм
40
40
40
40
50
50
Обороты приводного инструмента, об/мин
5000
5000
5000
5000
5000
5000
Мощность приводного инструмента, кВт
5,5
5,5
5,5
5,5
7,5
7,5
Тип крепления инструментальных блоков
ВМТ55
ВМТ55
ВМТ55
ВМТ55
ВМТ65
ВМТ65
Время индексации, с
0,15
0,15
0,15
0,15
0,15
0,15
Объём резервуара СОЖ, л
180
180
180
180
200
200
Объём бака гидравлики, л
20
20
20
20
20
20
Давление СОЖ, Бар
4,5
4,5
4,5
4,5
4,5
4,5
Тип гидравлического масла
ISO VG32 или аналог
ISO VG32 или аналог
ISO VG32 или аналог
ISO VG32 или аналог
ISO VG32 или аналог
ISO VG32 или аналог
Объём бака автоматической смазки, л
3
3
3
3
3
3
Тип смазки
ISO VG68 или аналог
ISO VG68 или аналог
ISO VG68 или аналог
ISO VG68 или аналог
ISO VG68 или аналог
ISO VG68 или аналог
Длина, мм
2095
2095
2095
2095
2095
2095
Ширина, мм
4790
4790
4790
4790
4820
4820
Высота, мм
1817
1817
1817
1817
1817
1817
Вес, кг
5600
5700
5700
5800
6000
6100
Карта запусков станков
Запущено станков:
Сервис и технологии
-
 Запуск станковПодробнее
Запуск станковПодробнееОборудование наших брендов и других производителей
-
 Обучение персоналаПодробнее
Обучение персоналаПодробнееГотовим операторов станков: теория, демо-стенды, практика на реальных станках с изготовлением детали
-
 Ремонт оборудованияПодробнее
Ремонт оборудованияПодробнееДиагностика, телесервис и восстановление работоспособности в короткие сроки
-
 Подбор, поставка запчастей и маселПодробнее
Подбор, поставка запчастей и маселПодробнееПоставляем оригинальные комплектующие и подбираем масла под задачу
-
 Разработка технологииПодробнее
Разработка технологииПодробнееПроектируем техпроцесс под конкретное изделие и производство
-
 Подбор финансовых программПодробнее
Подбор финансовых программПодробнееЛьготный лизинг, отсрочка и рассрочка — оптимальные условия от 10+ банков
Отзывы о Токарные центры SKM NL с осью Y и противошпинделем