





























































Цена по запросу
Макс. сечение заготовки: 300 х 70 мм
Макс. длина заготовки: 6000 мм
Макс. скорость подачи: 100 м/мин
О товаре
Характеристики
Артикул(ы):
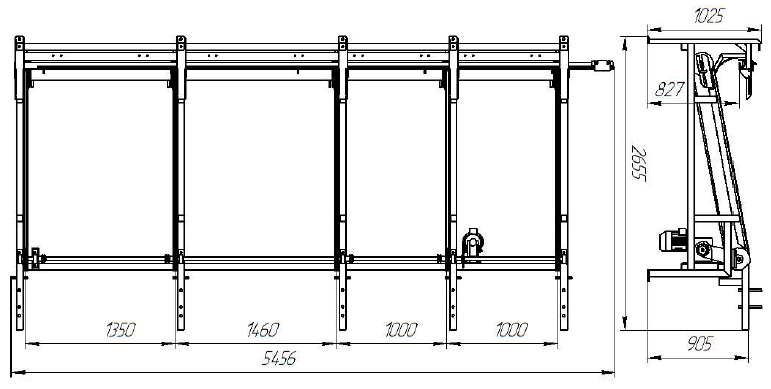
| Высота рабочего стола, мм | 905 |
| Мощность привода, кВт | 1,1 |
| Кол-во транспортирующих лучей, шт. | 5 |
| Напряжение, В | - |
| Частота тока, Гц | - |
Все характеристики
Высота рабочего стола, мм
905
-
Мощность привода, кВт
1,1
-
Кол-во транспортирующих лучей, шт.
5
-
Напряжение, В
-
380
Частота тока, Гц
-
50
Привода рольганга АИР112, кВт/мин-1
-
1,5 / 750
Привода автоподатчика АИР100, кВт/мин-1
-
2,2 / 750
Мотор-редуктор привода транспортера, кВт
-
1,1
Длина, мм
2000 - 6000
2000 - 6000
Ширина, мм
80 - 200
50 - 300
Высота, мм
50
-
Скорость подачи заготовок (рольганг), м/мин
-
70
Скорость подачи заготовок (транспортёр), м/мин
-
13
Скорость подачи заготовок (автоподатчик), м/мин
-
190
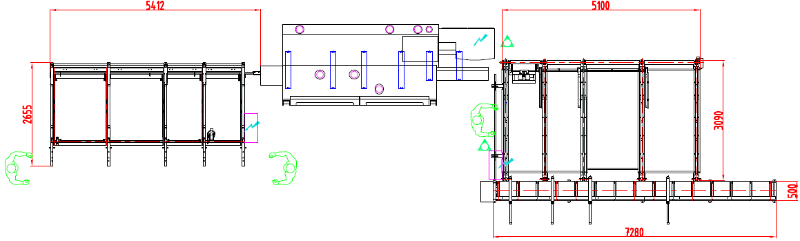
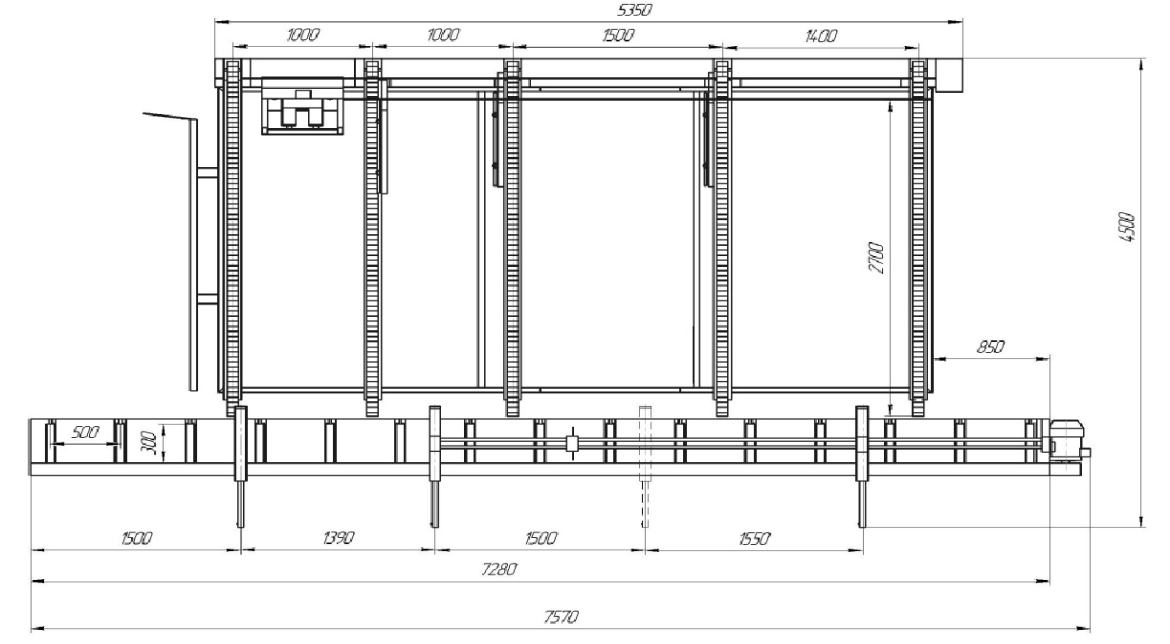
Длина, мм
5460
7570
Ширина, мм
2655
4500
Высота, мм
1025
850
Вес, кг
700
-
Карта запусков станков
Запущено станков:
Сервис и технологии
-
 Запуск станковПодробнее
Запуск станковПодробнееОборудование наших брендов и других производителей
-
 Обучение персоналаПодробнее
Обучение персоналаПодробнееГотовим операторов станков: теория, демо-стенды, практика на реальных станках с изготовлением детали
-
 Ремонт оборудованияПодробнее
Ремонт оборудованияПодробнееДиагностика, телесервис и восстановление работоспособности в короткие сроки
-
 Подбор, поставка запчастей и маселПодробнее
Подбор, поставка запчастей и маселПодробнееПоставляем оригинальные комплектующие и подбираем масла под задачу
-
 Разработка технологииПодробнее
Разработка технологииПодробнееПроектируем техпроцесс под конкретное изделие и производство
-
 Подбор финансовых программПодробнее
Подбор финансовых программПодробнееЛьготный лизинг, отсрочка и рассрочка — оптимальные условия от 10+ банков
Отзывы о Система автоматической подачи-приёма заготовок АСП-6
Будьте первыми, кто оставит свой отзыв о нашем товаре!