



























































Технология и этапы производства стеклопакетов
| 1. ПОДГОТОВКА СТЕКЛА И АЛЮМИНИЕВОЙ РАМКИ | ||
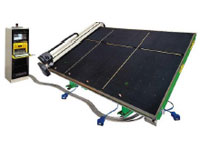
| Раскрой стекла | Автоматический стол применяется для раскроя стекла на заданные типы и размеры заготовок. |
|
| Резка спейсера (дистанционной рамки) | Станок резки спейсера применяется для резки дистанционных рамок на заданный размер. |

|
| Засыпка спейсера силикогелем (влагопоглотителем) | Стенд засыпки селикагеля применяется для заполнения спейсера при помощи вибрации. |

|
| 2. НАНЕСЕНИЕ ПЕРВИЧНОГО СЛОЯ ГЕРМЕТИЗАЦИИ | ||
| Нанесение первичного слоя герметика на спейсер | Станок применяется для нанесения первичного слоя герметизации. |

|
| 3,4,5 МОЙКА, СБОРКА, ОПРЕССОВКА СТЕКЛОПАКЕТА | ||
| Мойка стекла | Линия для производства стеклопакетов, применяется для формирования стеклопакетов различных форм и размеров. |

|
| Контроль качества, сборка стеклопакета | ||
| Сборка стеклопакета, обжим. | ||
| 6. НАНЕСЕНИЕ ГЕРМЕТИЗАЦИИ ВТОРОГО СЛОЯ | ||
| Нанесение вторичного слоя герметика | Станок применяется для нанесения вторичного двухкомпонентного слоя герметизации. |

|
| Установка для хранения и подготовки к работе смесительной части двухкомпонентного экструдера |

|
|
Стеклопакеты давно вошли в нашу жизнь как более совершенные, универсальные и надежные заполнения окон и дверей.Качество стеклопакета, в первую очередь, зависит от соблюдения технологии и требований к процессу производства стеклопакетов.
Несоблюдение требований при производстве стеклопакетов влечет за собой нарушение характеристик готового изделия, и, как следствие, – отсутствие возможности инженерно-конструкторского решения всего проекта.
За последние десятилетия технология производства стеклопакетов значительно продвинулась в направлении автоматизации, когда на линии, выпускающей до нескольких тысяч квадратных метов готовой продукции в смену, работают всего два человека - грузчик, подающий подготовленное стекло, и грузчик, выгружающий готовый стеклопакет (есть производства без присутствия человека).
На всех современных автоматизированных линиях по производству стеклопакетов может быть выделено несколько участков, соответствующих различным стадиям технологического процесса.
Изготовление стеклопакетов это многогранное и сложное дело, как и любой производственный процесс, условно его можно разделить на несколько этапов:
На первом этапе после обработки и подготовки заказа в производство, на соответствующем участке происходит резка стекла по заданным типам и размерам.
Резка стекла происходит при помощи современных столов и линий раскроя. Это высокотехнологичные устройства, в которых перемещение резца управляется компьютером по программе, задаваемой оператором с клавиатуры. Все столы снабжены специальной программой оптимизации раскроя, позволяющие снизить отходы до 5 % и ниже. Перемещение стекла по поверхности стола производится на воздушной подушке, создаваемой с помощью большого числа отверстий по поверхности стола. Ломка стекла после надреза осуществляется специальными пневматическими планками разлома, поднимающимися из поверхности стола.
Параллельно с этим идет подготовка дистанционной рамки, для резки дистанционной рамки на соответствующие размеры, и применяется следующее оборудование:

Станок для резки дистанционной рамки OPC 07
Станок для резки дистанционной рамки SKM 2800

Станок для резки дистанционной рамки TP-LD 3500
Внутрь рамки засыпается молекулярное сито, необходимое для поглощения влаги из межстекольного пространства стеклопакета, для этой операции применяется оборудование для засыпки:
Стенд для заполнения рамки молекулярным ситом ODF 03
Стенд для заполнения рамки молекулярным ситом SVM 25

Стенд для заполнения рамки молекулярным ситом CS M
За счет этого устраняется возможность выпадения конденсата между стеклами при дальнейшей эксплуатации изделия. Появление конденсата на поверхности стёкол внутри стеклопакета свидетельствует о грубых нарушениях, допущенных при его производстве - неполной герметизации или отсутствии осушителя. Согласно п. 4.2.3. ГОСТ 24866-99, при изготовлении стеклопакетов в качестве влагопоглотителя применяют синтетический гранулированный цеолит (молекулярное сито) или технический селикагель, которым заполняют полости дистанционных рамок. В правильно изготовленном стеклопакете выпадение конденсата в межстскольном пространстве наступает при некоторой критической температуре, называемой «точкой росы». Согласно определениям ГОСТ 30779-2001 «Стеклопакеты строительного назначения. Метод определения сопротивления атмосферным воздействиям и оценки долговечности», точка росы стеклопакета - «температура воздуха (или газа) в стеклопакете, при которой находящийся в нём водяной пар достигает состояния насыщения и выпадает на внутренней поверхности стекол в виде конденсата».
Реально определение ГОСТ отражает температуру наружного воздуха, при которой происходит выпадение конденсата в межстекольном пространстве без разгерметизации стеклопакета. Для большинства стеклопакетов эта температура составляет - 45 °С, для стеклопакетов морозостойкого исполнения -55 °С. Появление конденсата на поверхности стёкол внутри стеклопакета в процессе эксплуатации при более высоких температурах свидетельствует о грубых нарушениях, допущенных при его производстве - неполной герметизации или отсутствии осушителя.
Объём заполнения спейсера и порядок их контроля устанавливают в технической документации в зависимости от размеров стеклопакета и используемых герметиков, но не менее 50 % объёма рамки.
Согласно разделу 4.2.2 ГОСТ 24866-99, для изготовления дистанционных рамок применяют ленту или готовые профили из алюминиевых или стальных нержавеющих сплавов. Для повышения теплотехнических качеств стеклопакета рекомендуется применять рамки с терморазрывом.
Также, производителями стеклопакетов нередко применяются различные виды рамки, помимо стандартного производства, с применением алюминиевой, стальной или пластиковой дистанционной рамкой, также производители применяют распорно-герметизирующую лента, Super spacer и TPS метод.
Распорно-герметизирующая лента предназначена для герметизации стекол. Технология его действия является многослойной. Прежде всего, система включает в себя 6 компонентов, образующих сложную структуру. В состав многослойной системы входят: клеящий слой, позволяющий скрепить стекла, и покрытие с абсорбирующими свойствами, поглощающее влагу. Это один из самых дешевых и ненадежных способов производства стеклопакетов.
Super Spacer – представляет собой заполненную осушителем ленту из спрессованной, термореактивной полимерной структурированной силиконовой пены. Принимая во внимание возможные потери тепла, конденсацию и обмерзание, кромка стеклопакета является наиболее уязвимой частью стекла. Super Spacer не содержит металлов и имеет самый высокий термический КПД среди доступных на сегодняшний день дистанционных рамок. Данный вид рамки используется редко, ввиду того что имеет особые условия хранения и требует специального оборудования.
TPS метод является более гибкой, полностью автоматизированной и высокоэффективной технологической системой. В конструкции нового стеклопакета исключены металлические дистанционные рамки. Вместо них используется бутиловая полимерная матрица с низкой теплопроводностью. Применение ТПС (термопластичной рамки) снижает потери тепла по краю стеклопакета и препятствует образованию конденсата в краевой области окна. Данный вид рамки используется на автоматизированных линиях с использованием ЧПУ роботов, работающих по специальной компьютерной программе.
На втором этапе на торцевую поверхность дистанционной рамки, после ее соединения, наносится первый герметизирующий слой (бутил), эта операция выполняется на станках предназначенных для первичной герметизации шириной приблизительно 3-4 мм методом экструзии при температуре 120-140 °С.
Бутиловый экструдер BK 100 LX
Бутиловый экструдер BK 700 LX
Бутиловый экструдер BM UA
Наносится неотверждающийся эласто пластичный герметик первого герметизирующего слоя. Согласно п. 4.2.4 ГОСТ 24866-99, в качестве герметиков первого слоя применяют полиизобутиленовые герметики (бутилы). К качеству этого слоя предъявляются повышенные требования. Он должен быть равномерным, без разрывов, шириной не менее 3 мм, особенно в угловых местах и местах соединения. Дополнительно в углах наносится герметик вдоль соединительной щели.
На третьем этапе производится автоматическая мойка стекла. Мойка является ответственной операцией, в значительной степени определяющей долговечность стеклопакета, хорошая герметизация которого основана на идеальной адгезии герметика к стеклу. Не рекомендуется ручная мойка (протирка) стекла, особенно с применением моющих средств. После ручной мойки на поверхности стекла остается плёнка жира или других веществ, невидимая глазом, но приводящая к отслаиванию герметика и, соответственно, разгерметизации стеклопакета.
После данных операций осуществляется предварительная сборка стеклопакета: соединение стекол и дистанционной рамки. При изготовлении энергосберегающих стеклопакетов с так называемым «мягким» покрытием, которое значительно увеличивают энергосберегающие характеристики изделия и повышают его светопропускание, за счет нанесенного слоя серебра. Обработка i-стекла требует особого оборудования и технологии, поскольку низкоэмиссионное покрытие весьма нестойко к внешним воздействиям. Поэтому при сборке «мягкое» покрытие должно быть обращено внутрь межстекольного пространства, а непосредственно перед соединением с дистанционной рамкой кромка стекла должна быть очищена по всему периметру. Именно для этого, на столах раскроя стекла применяются специальные приспособления, шлифующие низкоэмиссионный слой.
На четвертом этапе осуществляется первая стадия сборки стеклопакетов (предварительная сборка): соединение стёкол и спейсера с нанесённым на него герметиком первого слоя.
На пятом этапе после предварительной сборки, стеклопакет поступает в пресс, в котором межстекольное пространство может наполняться аргоном, реже, криптоном (инертным газом). Все эти этапы выполняются при помощи следующих сборочных линий:
Линии для производства стеклопакетов ORP
Линии для производства стеклопакетов OPP

Линии для производства стеклопакетов ADL
На завершающей стадии при изготовлении стеклопакета является нанесение герметика на торцевую часть изделия для придания большей герметичности и жесткости, для данной операции применяется оборудование для вторичной герметизации стеклопакета:

Экструдер вторичной герметизации Mastermix

Холодильник для двухкомпонентного экструдера FREEZER
Согласно п. 4.2.4 ГОСТ 24866-99, для второго герметизирующего слоя применяют полисульфидные (тиоколовые), полиуретановые или силиконовые герметики. Основное назначение второго герметизирующего слоя заключается в удержании геометрии стеклопакета. Согласно п. 8.3 ГОСТ 24866-99, при изготовлении стеклопакетов, температура воздуха в помещении должна быть 16-24 °С, а относительная влажность - не выше 50 %.
В результате процесса производства стеклопакетов мы имеем возможность ограничить уровень шума в наших квартирах, снизить проникновение тепла в помещение или, наоборот, его улетучивание, добавить интерьеру изысканности, утонченности и эксклюзивности. Для всего этого существует огромное разнообразие стеклопакетов, различающихся как по техническим характеристикам, так и по дизайн исполнению.