



























































Тамбурат, двери, сэндвич-панели

Компания Barberan S.A.(Испания) является лидером в проектировании и производстве оборудования для склеивания различных материалов с использованием клеев-расплавов, наносимых с помощью вальцовых клеенаносящих станков.
Одним из применений данной технологии в легкой промышленности стало изготовление дверных полотен и схожих конструкций (тамбурат) с сотовым заполнителем, сэндвич-панелей из различных материалов (производство сэндвич панелей)
Компания «КАМИ» совместно с Barberan S.A. может предложить своим клиентам различные решения для любых специфических задач.
В частности, существующий опыт позволяет производить линии по изготовлению дверных полотен с сотовым заполнителем с производительностью до 4 ед./мин.
Описание технологии.
Традиционный способ производства дверей с сотовым заполнителем основан на использовании карбомид-формальдегидных смол или клеев ПВА. Активация клея происходит при горячем прессовании на плоских прессах.
Мы предлагаем другое решение, которое позволит сократить себестоимость по клею и рабочей силе при той же или большей производительности.
Технология строится на использовании полиуретановых клеев расплавов, которые не требуют больших давлений прессования и высоких температур для активации клея. Для склеивания достаточно сжать заготовки на непродолжительное время- в самых простых вариантах линий используются вальцовые прессы. После чего заготовки могут быть транспортированы, складированы, уже через несколько минут возможно производить операции форматирования.
Стоимость ПУ клея-расплава пока еще более высокая по сравнению с КФ или ПВА клеями, однако, процесс сборки панелей по предлагаемой технологии - это более выгодный процесс с точки зрения снижения себестоимости.
Клей-расплав наносится не на всю панель МДФ, а на рамку с растянутым сотовым заполнителем внутри, то есть клей наносится только в тех местах, где он действительно нужен. Таким образом, мы существенно сокращаем удельное количество клея.
Пример расчета стоимости клея для двери с габаритами 2200 х 710 мм.
Условно примем стоимость самого дешевого клея КФ за 100 единиц/кг., тогда стоимость ПВА – 200 единиц/кг, ПУ расплав – 500 единиц/кг.
- ПУ клей
- Площадь поверхности клеенанесения:
- 3 коротких бруса 650 мм х 30 мм х 3 = 0.059 м2
- 2 длинных бруса 2200 мм х30 мм х 2 = 0.132 м2
- Сотовый заполнитель 2200 мм х 710 мм х 1/25 = 0.062 м2
- Общая площадь поверхности = 0.25 м2
- Площадь обеих сторон = 2 х 0.25 = 0.5 м2
Применяя ПУ клей, наносим 100 г/м2 х 0.5 м2 = 50 гр. / дверное полотно
Стоимость клея в цене полотна – 25 единиц.
- КФ клей – ПВА клей
- Поверхность клеенанесения:
- Лист МДФ 2200 мм х 710 мм = 1.56 м2
- Общая площадь поверхности = 2 х 1.56 = 3.12 м2
- Применяя КФ/ПВА клей, наносим 200 г/м2 х 3.12 = 624 гр./ дверное полотно
Стоимость клея КФ в цене полотна – 62,4 единиц.
Стоимость клея ПВА в цене полотна – 125 единиц.
ИТОГО, стоимость клея в цене дверного полотна:
- ПУ клей.....25 Единиц за 1 дверь
- КФ клей........62,4 Единиц за 1 дверь
- ПВА клей.......125 Единиц за 1 дверь
Как показывает расчет, в действительности использование ПУ клеев является более выгодным, несмотря на более высокую стоимость.
По данным наших клиентов стоимость клея, который используется только для сборки дверного полотна, составляет около 5% отпускной стоимости. Таким образом, экономия при переходе на новую технологию может составить 3-4%
Кроме того, в предлагаемой технологии есть еще ряд преимуществ.
Производительность самого простого набора оборудования составляет около 1 двери в минуту.
Для достижения аналогичной производительности с помощью плоских горячих прессов потребуется многопролетный пресс на 10 пролетов со всей необходимой оснасткой (при времени прессования 5 минут).
Для работы на самой простой линии по вышеописанной технологии необходимо 1-2 человека для закладки сотового заполнителя в каркас двери и подачи заготовки в линию, 1 оператор для управления и слежения за работой оборудования. 1 рабочий – для штабелирования дверей на выходе линии. На линиях с нанесением КФ или ПВА клеев количество операторов больше, по крайней мере, в 2 раза.
Энергопотребление линий на основе горячих плоских прессов значительно выше.
УКАЗАННЫЕ ПРЕИМУЩЕСТВА ДАЮТ ОСНОВАНИЕ ПОЛАГАТЬ, ЧТО ДАННАЯ ТЕХНОЛОГИЯ – ЭТО БУДУЩЕЕ В ПРОИЗВОДСТВЕ ОБЛЕГЧЕННЫХ ДВЕРЕЙ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ.
В СЛУЧАЕ ВОЗНИКНОВЕНИЯ ИНТЕРЕСА С ВАШЕЙ СТОРОНЫ, МЫ ГОТОВЫ ПРОДЕМОНСТРИРОВАТЬ РАБОТУ ЛИНИИ В ЛАБОРАТОРИИ КОМПАНИИ ПРОИЗВОДИТЕЛЯ – BARBERAN S.A. (ИСПАНИЯ).
Описание оборудования линии.
Основной критерий, влияющий на состав линии - планируемая производительность. Исходя из данных, выбирается вариант клеенаносящего станка и плавителя для клея, вариант подачи заготовок в линию и их сборки, прессовое оборудование.
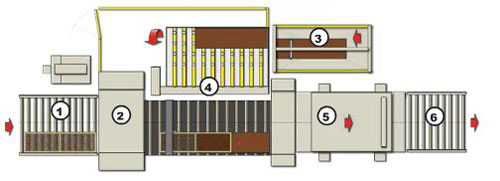
Типовая автоматическая линия имеет в своем составе следующие станки.

- 1. Подающий транспортер.
- 2. Станок клеенаносящий.
- 3. Устройство подачи дверных обкладок – скинов.
- 4. Устройство позиционирования дверных обкладок.
- 5. Пресс.
- 6. Выдающий транспортер.
Рабочий цикл линии.
Оператор располагает на подающем транспортере каркас двери с растянутым и заркепленным сотовым заполнителем, базирует ее относительно направляющей. В это же время устройство подачи дверных обкладок перемещает накладку №1 на устройство позиционирования, которое перемещает ее к месту сборки.
Каркас двери с нанесенным с двух сторон клеем автоматически укладывается на лежащую внутренней стороной вверх накладку №1. В это время устройство подачи дверных накладок перемещает накладку №2 на устройство позиционирования, которое укладывает ее с переворотом вокруг своей оси (т.е. внутренней стороной вниз).

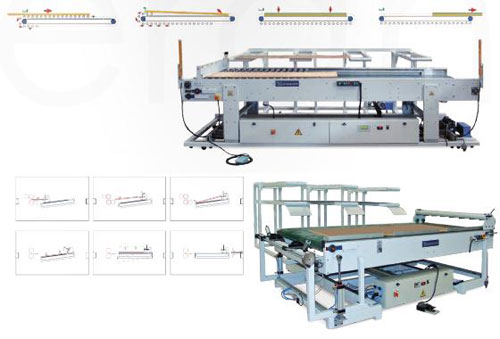
Существует множество вариантов укладчиков и переворачивающих устройств, которые предлагаются специально для каждого проекта. В выборе той или иной модели учитывается производительность, тип материалов клееной конструкции, логистика производства. Вариант, описанный выше, показан на рисунке справа.
Готовый полуфабрикат отправляется в пресс, после чего на выдающий конвейер подается готовое изделие.
Линия позволяет производить до 2 полотен в минуту.
Видео работы линии:

Двухстоорнний клеенаносящий станок для клея-расплава
Сборка дверных полотен в полуавтоматических линиях происходит вручную.
Процесс схематично показан на рисунке.
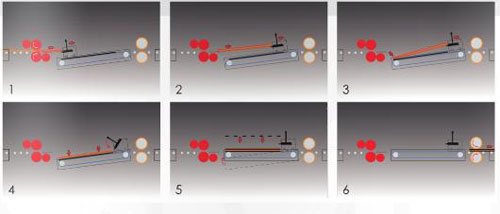
Каркас двери с закрепленным сотовым наполнителем после клеенаносящего станка передним торцем базируется на специальной каретке (рис. 1), которая позволяет заготовке полностью расположиться над заготовкой дверной накладки не касаясь ее (рис. 2). Дверная накладка предварительно должна быть уложена оператором на рабочем столе с наклоняемой поверхностью.
Полностью выйдя из клеенаносящего станка, заготовка задним торцем падает на дверную накладку (рис.3), а оператор укладывает передний торец каркаса дверного полотна (рис.4), выводя каретку из под него. Стол принимает горизонтальное положение.
После укладки каркаса оператор подвигает к себе стеллаж и берет верхнюю накладку, снимает ее, базирует по направляющей и укладывает сверху на каркас (рис. 5). После чего отправляет собранный «сэндвич» в пресс.
Видео:
На рисунках представлены столы для ручной сборки клееных конструкций.
На нижнем рисунке– стол с кареткой и стеллажом.
В зависимости от производительности,типа клееной конструкции, требований к качеству готового продукта подбирается и прессовое оборудование. В одном случае достаточно вальцового пресса. Для других задач, таких как сборка дверей из полотен МДФ с выдавленной филенкой, подойдет только гладкий пресс с системой сквозного прохода заготовок, который обеспечивает равномерное сжатие по всей площади одновременно.


Как Вы смогли убедиться, количество решений, которые мы можем предложить Вам, огромно. Мы будем рады встретиться с Вами, чтобы обсудить любой проект, и сделать Вам оптимальное предложение.