



























































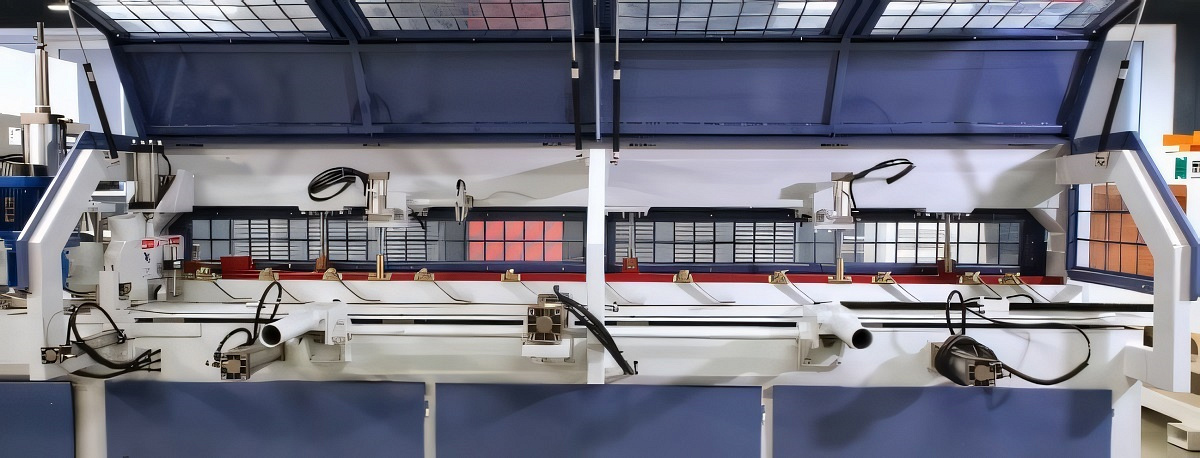
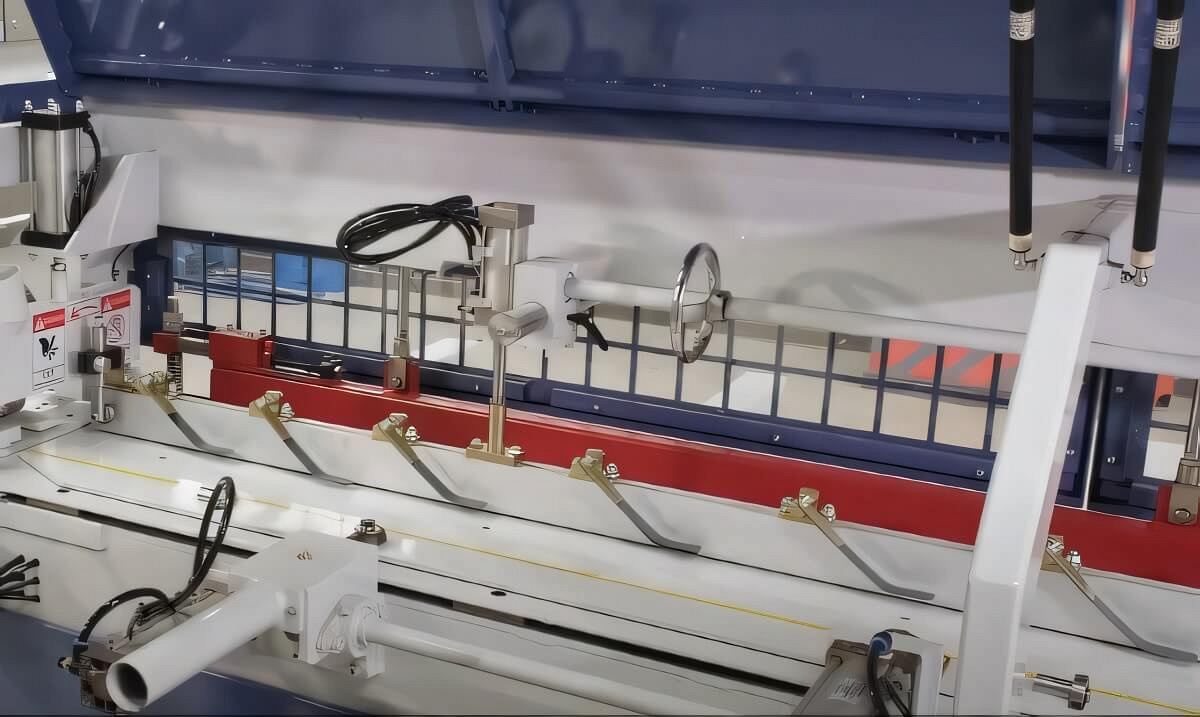
Автоматические прессы для сращивания по длине Beaver
Код(ы) товара: ДП 494738, ДП 494740, ДП 494742








Цена по запросу

Макс. сечение плети: 160 х 80 мм
Макс. длина плети: 3100 - 9000 мм
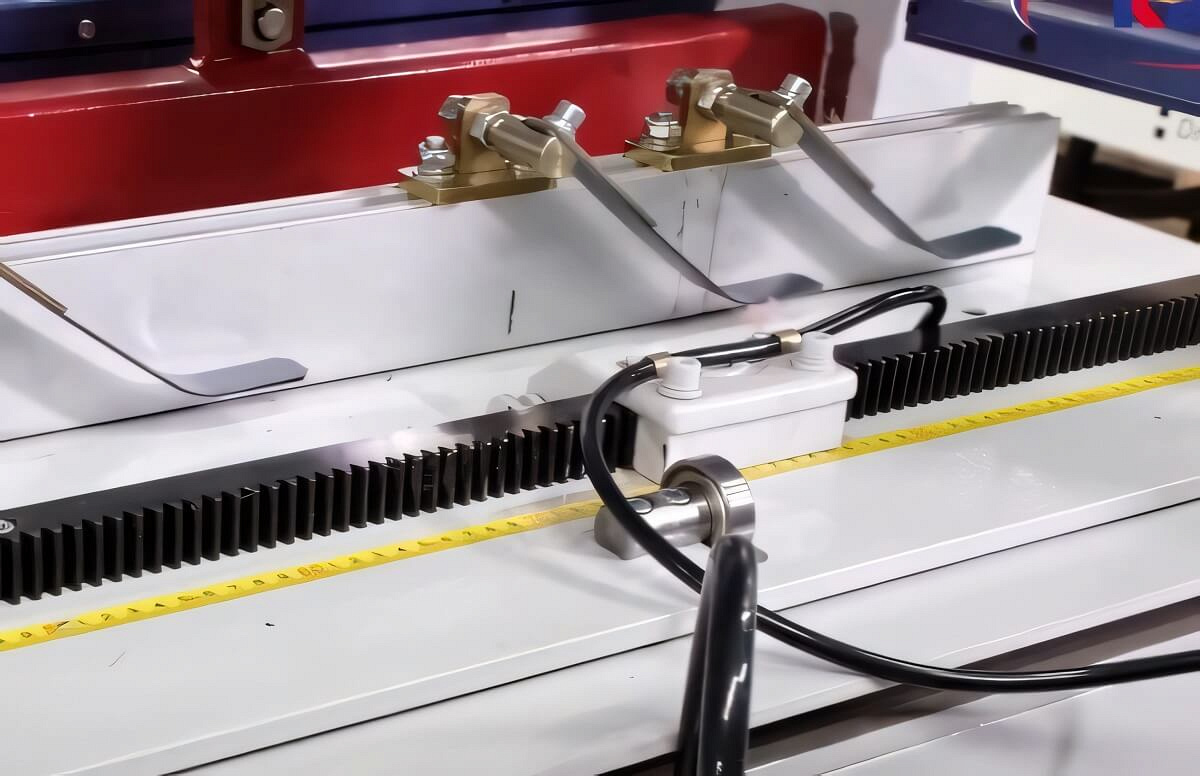
Тип загрузки: автоматический
Преимущества
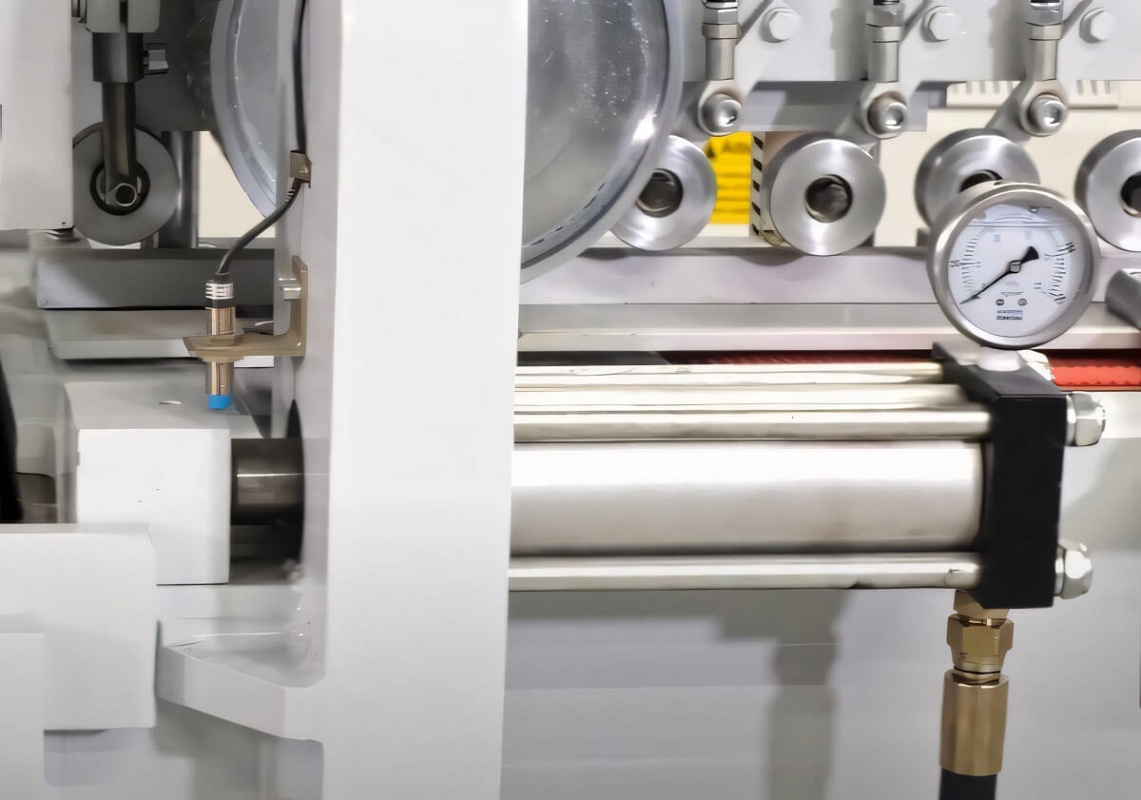
- Гидравлический тип прессования
- Ширина прессуемых заготовок до 160 мм
- Автоматическая загрузка заготовок
- Двухканальный режим работы
- Высокая производительность
- Длина прессования до 9000 мм
О товаре
Характеристики
Артикул(ы): ДП 494738, ДП 494740, ДП 494742
| Длина заготовки, мм | 3100 |
| Ширина заготовки, мм | 40 - 160 (200, 250*) |
| Толщина заготовки, мм | 10 - 80 |
| Диаметр торцовочной типы, мм | 305 |
| Подача ламелей | автоматическая |
Все характеристики
Длина заготовки, мм
3100
4500
6200
9000
Ширина заготовки, мм
40 - 160 (200, 250*)
40 - 160 (200, 250*)
40 - 160 (200, 250*)
40 - 160 (200, 250*)
Толщина заготовки, мм
10 - 80
10 - 80
10 - 80
10 - 80
Диаметр торцовочной типы, мм
305
350
350
350
Подача ламелей
автоматическая
автоматическая
автоматическая
автоматическая
Макс. усилие прессования, кг
6000
6500
6500
6500
Такт работы пресса, сек
20
20
20
20
Частота вращения привода конвейера, об/мин
680
680
680
680
Частота вращения привода подающего ролика, об/мин
-
1350
1350
1350
Частота вращения привода торцовочной пилы, об/мин
2840
2840
2840
2840
Частота вращения привода гидростанции, об/мин
1500
1500
1500
1500
Мощность электродвигателя привода конвейера, кВт
0,75
0,75
0,75
0,75
Мощность электродвигателя подающих роликов, кВт
-
0,2
0,2
0,4
Мощность электродвигателя торцовочной пилы, кВт
2,2
2,2
2,2
2,2
Мощность электродвигателя привода гидростанции, кВт
2,2
4
4
4
Рабочее давление в пневмосистеме, МПa
0,6
0,8
0,8
0,8
Рабочее давление в гидросистеме, МПа
6 - 12
6 - 16
6 - 16
6 - 16
Суммарная мощность, кВт
5,15
7,15
7,15
7,35
Длина, мм
4070
5700
7900
10 820
Ширина, мм
1320
1320
1320
1320
Высота, мм
1450
1480
1800
1480
Вес, кг
1370
2000
2400
3200
Карта запусков станков
Запущено станков:
Сервис и технологии
-
 Запуск станковПодробнее
Запуск станковПодробнееОборудование наших брендов и других производителей
-
 Обучение персоналаПодробнее
Обучение персоналаПодробнееГотовим операторов станков: теория, демо-стенды, практика на реальных станках с изготовлением детали
-
 Ремонт оборудованияПодробнее
Ремонт оборудованияПодробнееДиагностика, телесервис и восстановление работоспособности в короткие сроки
-
 Подбор, поставка запчастей и маселПодробнее
Подбор, поставка запчастей и маселПодробнееПоставляем оригинальные комплектующие и подбираем масла под задачу
-
 Разработка технологииПодробнее
Разработка технологииПодробнееПроектируем техпроцесс под конкретное изделие и производство
-
 Подбор финансовых программПодробнее
Подбор финансовых программПодробнееЛьготный лизинг, отсрочка и рассрочка — оптимальные условия от 10+ банков
Отзывы о Автоматические прессы для сращивания по длине Beaver