



























































Скидка
Хит продаж
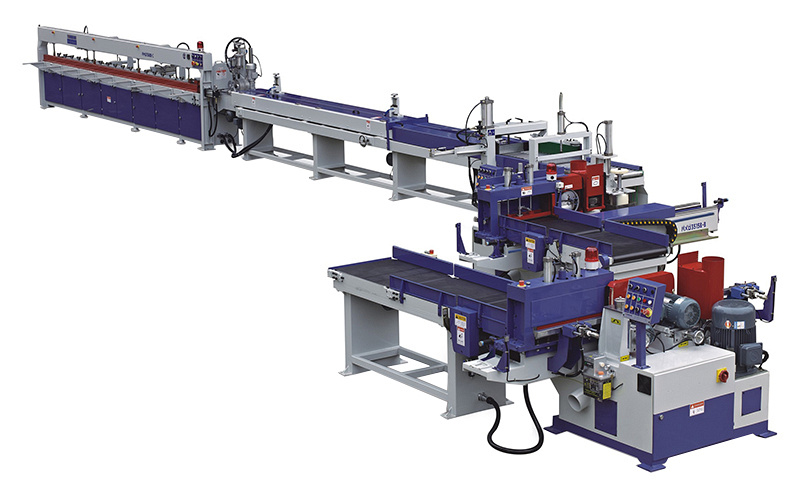
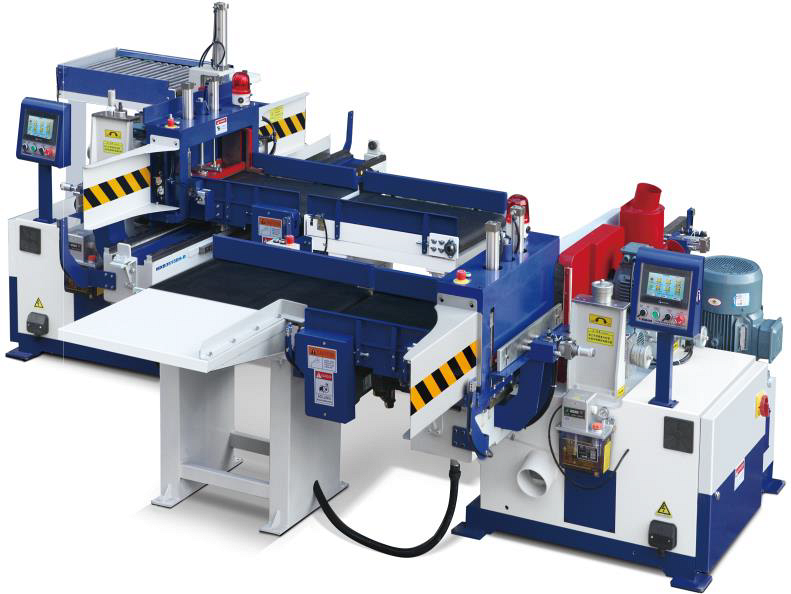
Автоматическая линия сращивания Beaver 150/6DE
Код(ы) товара: ДП 509796
-
Cкидка на заказное оборудование.Узнать больше
Срок поставки от 1 - 3 месяцев с момента заказа. -
Лидеры продаж оборудования для деревообработкиУзнать больше









1/13
6 862 298 ₽
8 686 451 ₽
-20%
выгода 1 824 153 ₽
Cкидка на заказное оборудование. Срок поставки от 1 - 3 месяцев c момента заказа.
Подберем удобную программу
Стоимость ШМР: 180 000 ₽

Макс. длина плети: 6040 мм
Макс. ширина плети:
150 / 160 / 200 / 250 мм
Макс. толщина заготовки (в прессе): 80 мм
Преимущества
- Высокая производительность, соответствующая требованиям современных деревообрабатывающих производств до 2-5 циклов в минуту (зависит от сечения, породы древесины и количества заготовок на входе)
- Линия обслуживается одним оператором
- Высокий уровень автоматизации
О товаре
Характеристики
Артикул(ы): ДП 509796
| Максимальная длина сращенной заготовки, мм | 6040 |
| Ширина рабочего стола шипорезных станков (ширина пакета), мм | 450 |
| Максимальная ширина заготовки (ширина пакета), мм | 150 (160, 200, 250) |
| Минимальная толщина заготовки (высота пакета), мм | 20 |
| Минимальная ширина заготовки (в прессе), мм | 20 |
Все характеристики
Модель
150/6DE (590)
ДП 509796
ЦЕНА
ЦЕНА ПО АКЦИИ
6 862 298 ₽
Максимальная длина сращенной заготовки, мм
6040
6040
Ширина рабочего стола шипорезных станков (ширина пакета), мм
450
590
Максимальная ширина заготовки (ширина пакета), мм
150 (160, 200, 250)
150 (160, 200, 250)
Минимальная толщина заготовки (высота пакета), мм
20
20
Минимальная ширина заготовки (в прессе), мм
20
20
Максимальная толщина заготовки (в прессе), мм
80
80
Максимальное усилие при прессовании, кг
7500
7500
Минимальная длина ламели до прессования, мм
150
150
Максимальная длина ламели до прессования, мм
850
850
Посадочный диаметр шипорезных шпинделей, мм
50
50
Частота вращения шипорезных шпинделей, об/мин
5600
5600
Посадочный диаметр торцовочных и подрезных валов, мм
30
30
Частота вращения торцовочных и подрезных валов, мм
2840
2840
Шипорезные шпиндели, кВт
2 x 15
2 x 15
Торцовочные шпиндели, кВт
2 x 4
2 x 4
Подрезные шпиндели, кВт
3 x 0,75
3 x 0,75
Подающие столы и конвейеры шипорезной группы, кВт
4 x 0,75
4 x 0,75
Конвейер пресса, кВт
2,2
2,2
Ленточный конвейер, кВт
1,5
1,5
Роликовый конвейер, кВт
2,25
2,25
Цепной конвейер, кВт
3,75
3,75
Гидромотор пресса, кВт
3,75
3,75
Торцовочный шпиндель пресса, кВт
4
4
Суммарная мощность, кВт
60,7
60,7
Длина, мм
18 900
18 900
Ширина, мм
6000
6000
Высота, мм
1800
1800
Вес, кг
10 500
11 000
Карта запусков станков
Запущено станков:
Сервис и технологии
-
 Запуск станковПодробнее
Запуск станковПодробнееОборудование наших брендов и других производителей
-
 Обучение персоналаПодробнее
Обучение персоналаПодробнееГотовим операторов станков: теория, демо-стенды, практика на реальных станках с изготовлением детали
-
 Ремонт оборудованияПодробнее
Ремонт оборудованияПодробнееДиагностика, телесервис и восстановление работоспособности в короткие сроки
-
 Подбор, поставка запчастей и маселПодробнее
Подбор, поставка запчастей и маселПодробнееПоставляем оригинальные комплектующие и подбираем масла под задачу
-
 Разработка технологииПодробнее
Разработка технологииПодробнееПроектируем техпроцесс под конкретное изделие и производство
-
 Подбор финансовых программПодробнее
Подбор финансовых программПодробнееЛьготный лизинг, отсрочка и рассрочка — оптимальные условия от 10+ банков
Отзывы о Автоматическая линия сращивания Beaver 150/6DE