



























































Технология гидроабразивной резки стекла
Содержание:
Станки гидроабразивной резки
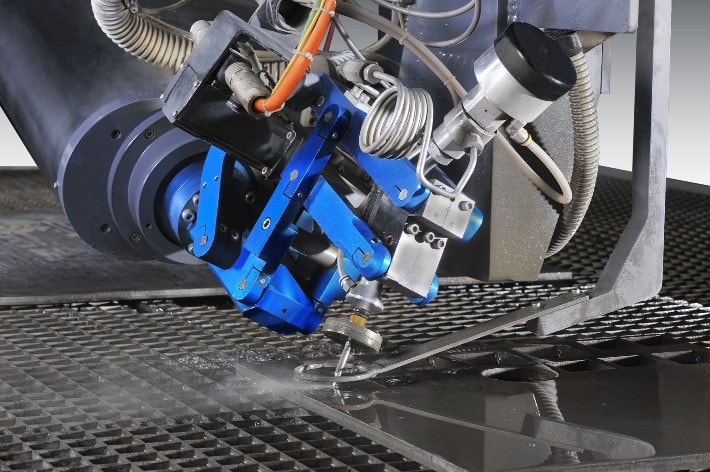
Гидроабразивная технология представляет собой вид резки струей воды, подаваемой на очень высокой скорости. Разрушительный эффект достигается за счет частиц абразива, добавленных в воду.
Струя подается через маленькое отверстие под высоким давлением (до 6000 ат) и на большой скорости (в три-четыре раза превышающей звуковую), благодаря чему и может разрезать изделия. Наличие абразива в составе только усиливает режущую способность воды – такой струе под силу раскроить даже самый прочный материал толщиной до 500 мм.
Станкам под силу обработка детали по сложному контуру с большой точностью до 0,1 миллиметра. Станки позволяют взаимодействовать с объёмными деталями и создавать скосы. Особенности гидроабразивной технологии
Особенности гидроабразивной технологии
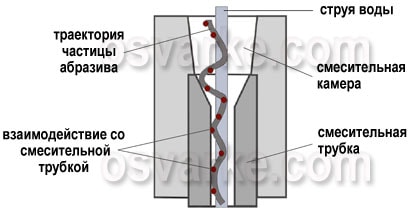
В основе гидроабразивной резки лежит эрозионный принцип. При взаимодействии воды и абразива освобождаются трехфазные элементы, которые, соприкасаясь с обрабатываемой деталью, начинают процесс истирания в зоне контакта. Кинетическая энергия частиц, их вес, диаметр, плотность угол удара и механические характеристики самой заготовки действуют на скорость эрозии.
За давление воды отвечает насос, нагнетающий его до неимоверно высоких значений: от 1000 до 6000 ат. Сначала вода находится в режущей головке и "выстреливает" через сопло со скоростью более 1000 м/с. После вода в виде струи попадает в специальную камеру, где смешивается с абразивом, в качестве которого может выступать не только гранатовый песок, но и электрокорунд, кремниевый карбид и проч. Абразивная струя из кабины направляется по смесительной трубке, попадает на изделие, начиная процесс гидроабразивного разрушения.
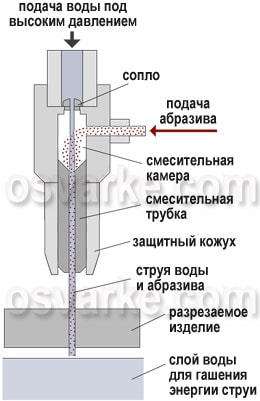
Поток воды также может миновать этап смесительной камеры и выходить напрямую в смесительную трубку. В этом случае оставшаяся энергия струи тушится водяным слоем в 100 см толщиной.
Абразив играет ключевую роль в деструкционных свойствах водяной струи. Вода лишь выполняет функцию переносчика. Абразивные частицы подбираются под диаметр режущей струи. Причем количество абразива в воде должно быть не больше 30 процентов от диаметра самой струи - так частицы будут наиболее эффективно разрушать материал.
Размер абразивных элементов для получения реза малой шероховатости может варьироваться от 0,15 до 0,25 миллиметров или достигать до 0,1 мм. Оптимальная величина частиц высчитывается по формуле: (dс.т. – dв.с. )/2, где первая переменная – внутренний калибр смесительной трубки, а вторая - – внутренний диаметр сопла.
Абразивные вещества выбирают согласно шкале Мооса, твердость которых должна начинаться от 6,5. Также подбор частиц зависит от характеристик обрабатываемого материала. Стоит отметить, что жесткие абразивы легко деформируют узлы режущей головки.
Резка водой, в отличие от гидроабразивной, имеет более простую схему работы: водяная струя без абразивных частиц под давлением выходит из сопла и подается на обрабатываемую деталь.
Преимущества гидроабразивной технологии
Главная черта резки гидроабразивной струей – работа практически с любым материалом, в том числе трудно поддающимся обработке. Что примечательно, такая резка не провоцирует механические повреждения или термические изменения, ведь сила струи всего 1-100 Н, а температура раскроя – 60-90 градусов.
Технологии термической резки уступают гидроабразивной практически по всем параметрам. Только водная резка обеспечивает высокое качество: поскольку на заготовку нет теплового влияния и деталь не оплавляется и не пригорает можно работать с чувствительными к теплу материалами - алюминием, медью, латунью и их сплавами. При термической обработке такие металлы требуют мощного нагрева. Их также сложно раскроить лазером, поскольку они поглощают лазерное излучение. Самое важное свойство, особенно в современных производственных реалиях, - полная экологическая безопасность оборудования и самого процесса: в операции участвует только вода и абразивы, нет вредных химических или газовых выделений. Гидроабразивная технология одна из самых безопасных, так как гидроабразивные станки не склонны к взрывам и полностью пожаробезопасны.
Область применения станков гидроабразивной резки
| Резка водой | Гидроабразивная резка |
| Кожа, текстиль, войлок (обувная, кожаная, текстильная промышленность) | Листы из сталей, металлов |
| Пластики, резиновые изделия (автомобильная промышленность) | Различные металлические детали (отливки, шестерни и др.) |
| Электронные платы | Сплавы алюминия, титана и др., композитные материалы, толстостенные пластмассы (авиационная и космическая промышленность) |
| Ламинированные материалы (авиационная и космическая промышленность) | Бетон, железобетон, гипсовые блоки, твердая брусчатка и др. строительные материалы |
| Теплоизоляционные, уплотнительные и шумопонижающие материалы | Камень, гранит, мрамор и др. |
| Продукты питания – замороженные продукты, плотные продукты, шоколад, выпечка и др. | Стекло, бронированное стекло, керамика |
| Бумага, картон | Комбинированные материалы, материалы с покрытием |
| Дерево | Дерево |
| Термо- и дуропласт | Армированные пластики |
Область применения абразивных материалов
| Наименование | Характерная область применения |
| Гранатовый песок (состоит из корунда Al2O3, кварцевого песка SiO2, оксида железа Fe2O3 и других компонентов) | Широко распространен для резки различных материалов, в особенности высоколегированных сталей и титановых сплавов |
| Зерна электрокорунда (состоит преимущественно из корунда Al2O3, а также примесей) или его разновидности | Искусственные материалы с очень высокой твердостью по Моосу. Используются для резки сталей, алюминия, титана, железобетона, гранита и др. материалов |
| Зерна карбида кремния (SiC) – зеленого или черного | |
| Кварцевый песок (SiO2) | Резка стекла |
| Частицы силикатного шлака | Резка пластика, армированного стекло- либо углеродными волокнами |
Конструктивные особенности гидроабразивных установок
Основа конструкции гидроабразивной машины – прочная литая станина, обеспечивающая стабильность процесса резки и гашение вибрационных шумов. На нее вмонтированы портальные направляющие. Они отдалены от рабочей зоны для предохранения узлов агрегата от абразивных и грязевых брызг, а также для того, чтобы минимизировать колебания линейных размеров червячного вала из-за разницы температур.
Портал оснащен шарнирными соединениями, предохраняющими от перекосов или заклиниваний. На нем установлены режущие головки. Их количество может достигать 10 штук. Также на портал можно поставить сверло, использующееся при гидроабразивном раскрое пластика и более твердых материалов с толщинами до 20 мм.
Точный рез обеспечивается сервоприводными механизмами и передачами шарико-винтового типа, косозубой рейки.
Диаметр сопла и фокусирующей трубки формируют струю водно-абразивного вещества. Параметры сопла и трубки напрямую влияют на качество резки и ее толщину. Чтобы достичь наибольшей производительности нужно придерживаться определенного сочетания сопел и фокусирующих трубок:
| № | Диаметр сопла | Диаметр фокусирующей трубки |
| 1 | 0,15 мм | 0,6 мм |
| 2 | 0,25 мм | 0,8 мм |
| 3 | 0,30/0,33 мм | 1,0 мм |
| 4 | 0,4 мм | 1,2 мм |
В любой модели станка ГАР насос высокого давления выступает основным рабочим органом, поскольку создает поток струи. Например, чем больше давление воды, нагнетаемое насосом, тем выше скорость струи. От мощности струи зависит толщина пропила материала.
| Рабочее давление | Цветные металлы | Алюминий | Титан | Сталь | Стекло | Натуральный камень |
| 4000 бар | до 180 мм | до 300 мм | до 250 мм | до 180 мм | до 160 мм | до 180 мм |
| 6000 бар | до 300 мм | до 400 мм | до 300 мм | до 300 мм | без ограничений | без ограничений |
Кроме насоса, машина должна быть оснащена системой ЧПУ для контроля за ходом операции, изменения программы обработки и внесения заданной геометрии заготовки. Программное обеспечение помогает разместить деталь на листе более эффективно и сделать удобную схему резки.
Безопасную работу установки обеспечивает датчик регулирования влажности. Он отключает попадание абразива в смесительную камеру, если в бункер или подающую трубку просочилась вода. На столе установки находится установочная плита по форме напоминающая решетку.
Станки гидроабразивной резки отличаются особо прочными приводными механизмами, позволяющими включать в состав машины крупные поперечные балки для максимально точной работы и быстрого перемещения.
Для надежной работы установка снабжена большим количеством датчиков, показывающих наличие/отсутствие абразива в бункере и обесточивающих станок в случае, если абразивное вещества полностью закончилось. Станок можно оснастить дополнительными приспособлениями для увеличения технических качеств:
- - Механизмом выгрузки шлама автоматическим и полуавтоматическим;
- - Устройством для умягчения воды (очищает воду от элементов, влияющих на работу сопел и уплотнителей);
- - Механизмом охлаждения гидравлического масла (продлевает срок службы оборудования и увеличивает временной промежуток между ТО);
- - Устройством автоматической подачи абразива;
- - Установкой для сепарации отработанных частиц абразива (отделяет абразивный песок от воды и шлама, для повторного использования);
- - Устройством для дозировки абразива (контролирует расход вещества, управляется ЧПУ);
- - Устройством регулирования положения режущей головки и системой предупреждения столкновений (направлены на защиту головки от удара об материал, а также сближения сопла с разрезаемым сырьем).
- - Двойной, четырех- и пятиосевой режущими головками. Двойная головка повышает общую эффективность работы. Осевые режущие головки обладают осями вращения. 4-х осевая позволит выполнять сложную резку и снимать фаски. Пятиосевая – благодаря осям колебания и вращения – разрезать заготовку под любым углом по всей окружности;
- - Пневматическим столом (для загрузки и выгрузки);
- - Загрузчиком гидравлического типа (ускоряет загрузку и разгрузку больших деталей, уменьшает себестоимость товара);
- - Подложкой (удерживает материал от падения).
Купить гидроабразивные станки
Качественные станки ГАР, которые прослужат на вашем предприятии более двух десятков лет можно выгодно купить в «КАМИ».
Кроме продажи техники фирма оказывает широкий спектр услуг: техническое сопровождение и коммерческую поддержку клиентов. Визитной карточной сотрудничества с компанией «КАМИ» является большой опыт проведения инжиниринговых проектов, положительные результаты которых говорят сами за себя!
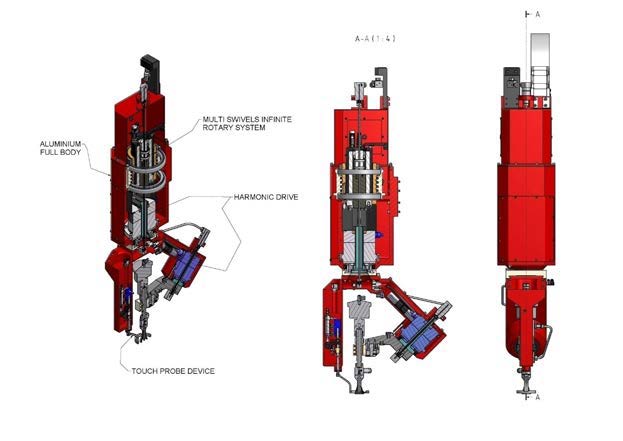
На нашем сайте в каталоге гидроабразивных станков представлены все самые передовые разработки в области гидроабразивного оборудования. Для повышения производительности агрегаты можно укомплектовать дополнительными режущими головками (рис. 2), которые будут находиться, не пересекаясь друг с другом на одном портале или массивном суппорте.
Стандартной опцией для всех станков компании выступает наличие CNC программы для управления осями ( X, Y, Z). «КАМИ» также поставляет станки ГАР с четырьмя и пятью осями (рис.1). Такие машины производят сложную резку листовых заготовок.

|
|
| Рис. 1 | Рис. 2 |
В наличии большой спектр аппаратов для объёмной пятикоординатной абразивной резки. У таких машин непревзойденный функционал: программа направляет водную струю под любым углом относительно стола – даже горизонтально.
Примеры обработки



Заказать оборудование вы можете по телефону горячей линии 8 800 1000 – 111, на сайте «КАМИ» или воспользоваться лизинговыми и кредитными программами компании.