



























































В наличии
Максимальные скидки
Рассрочка
Распродажа
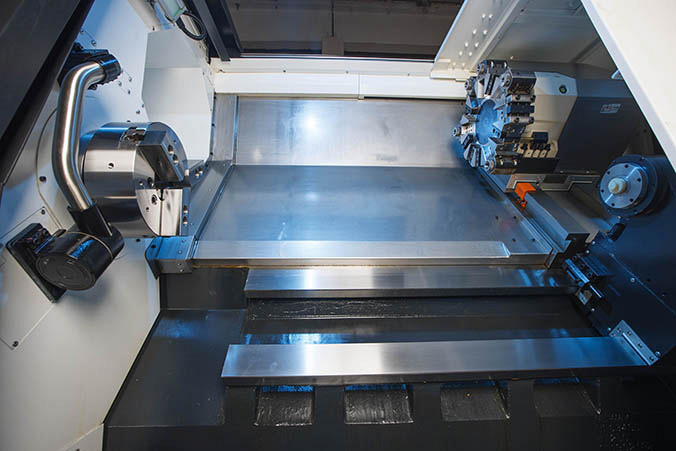
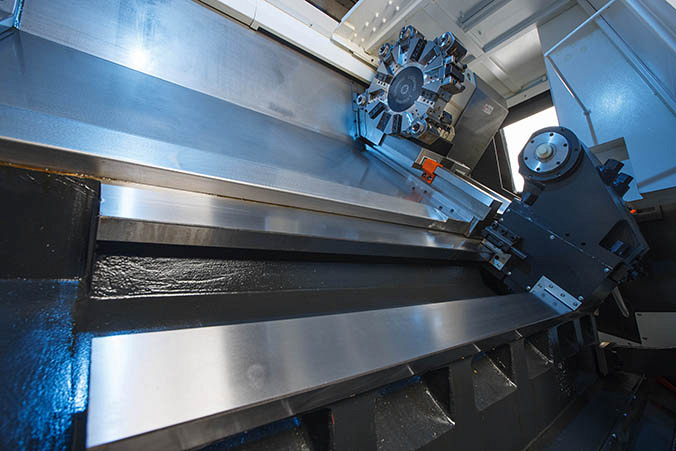
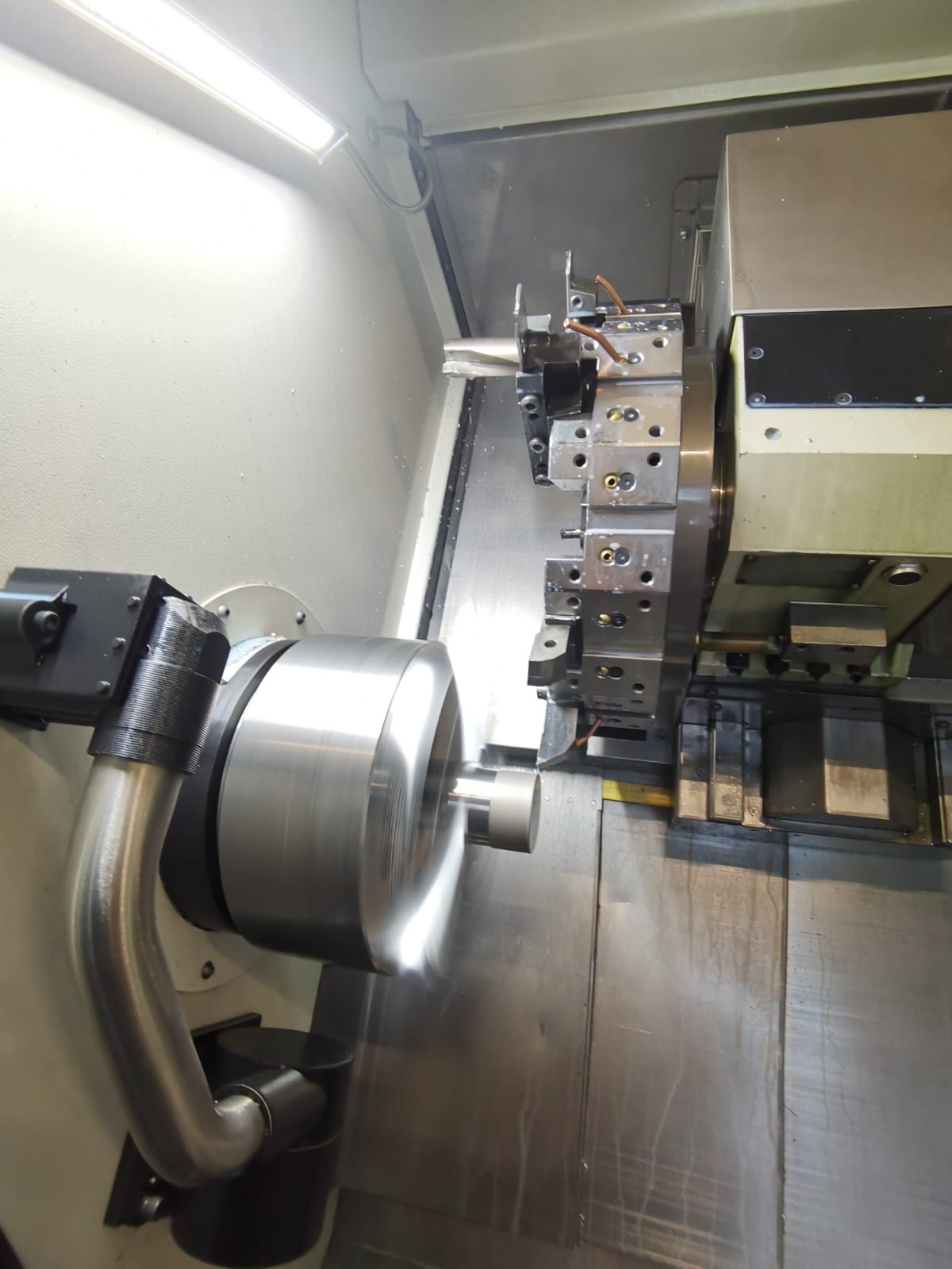
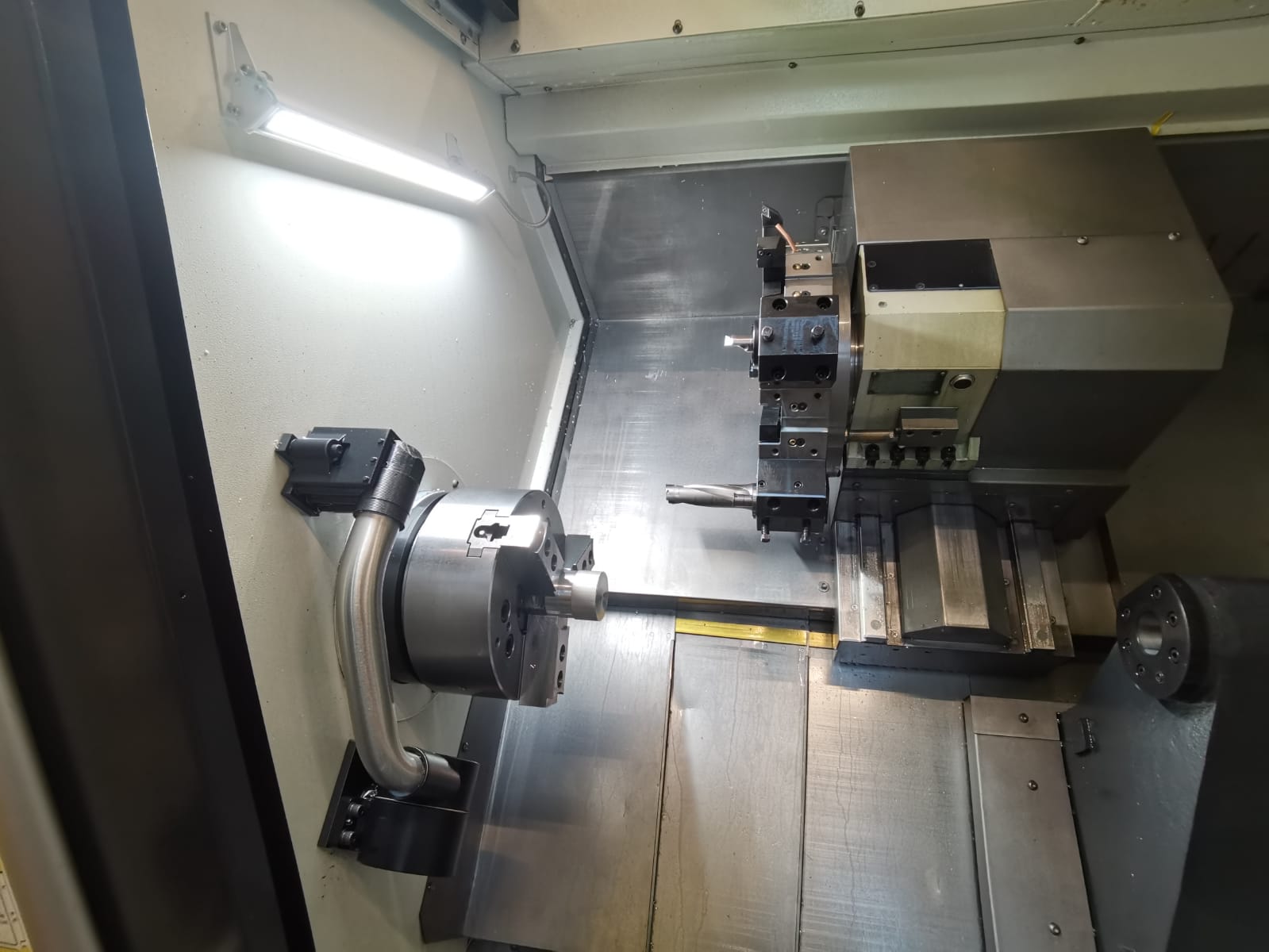
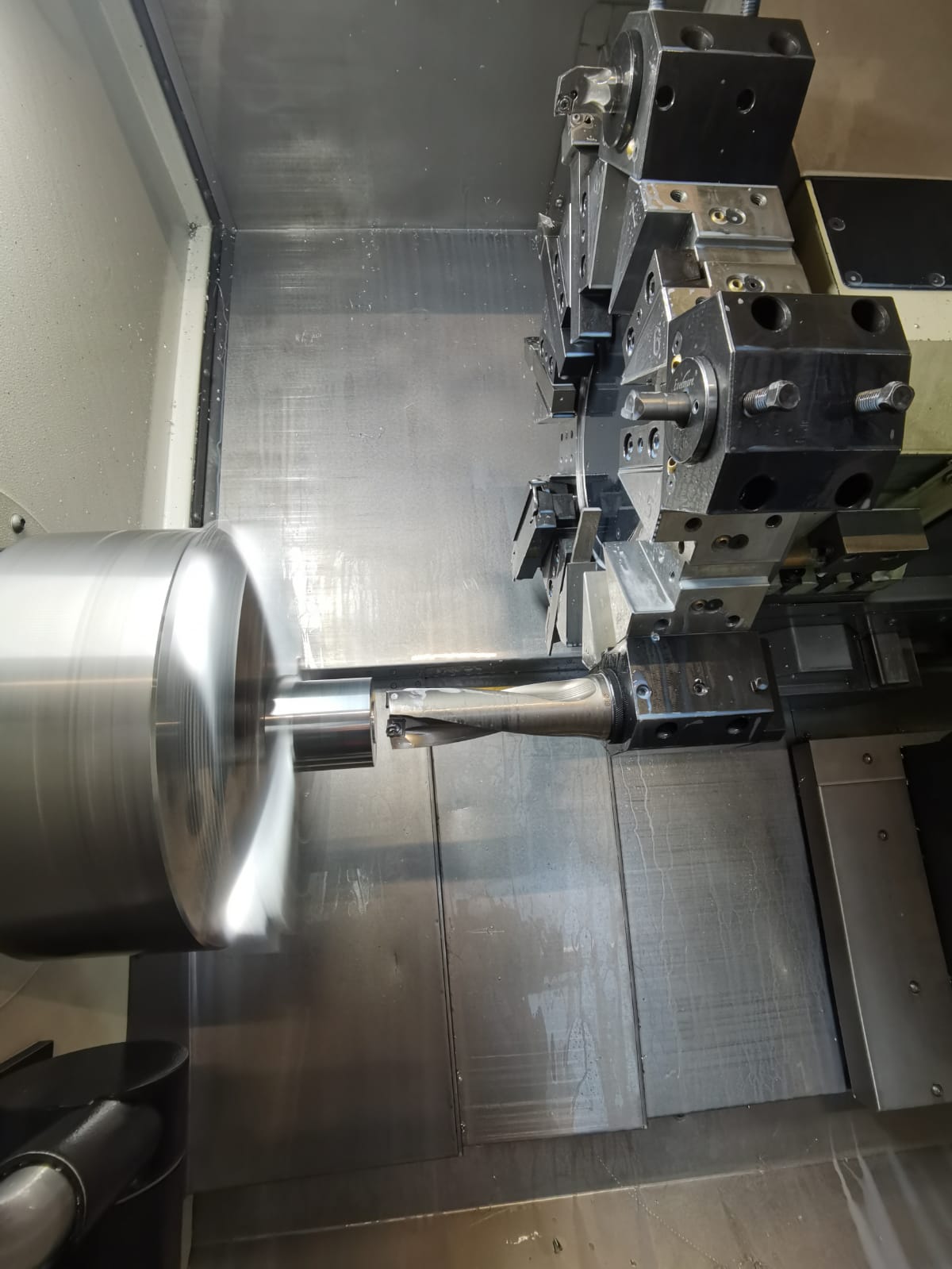
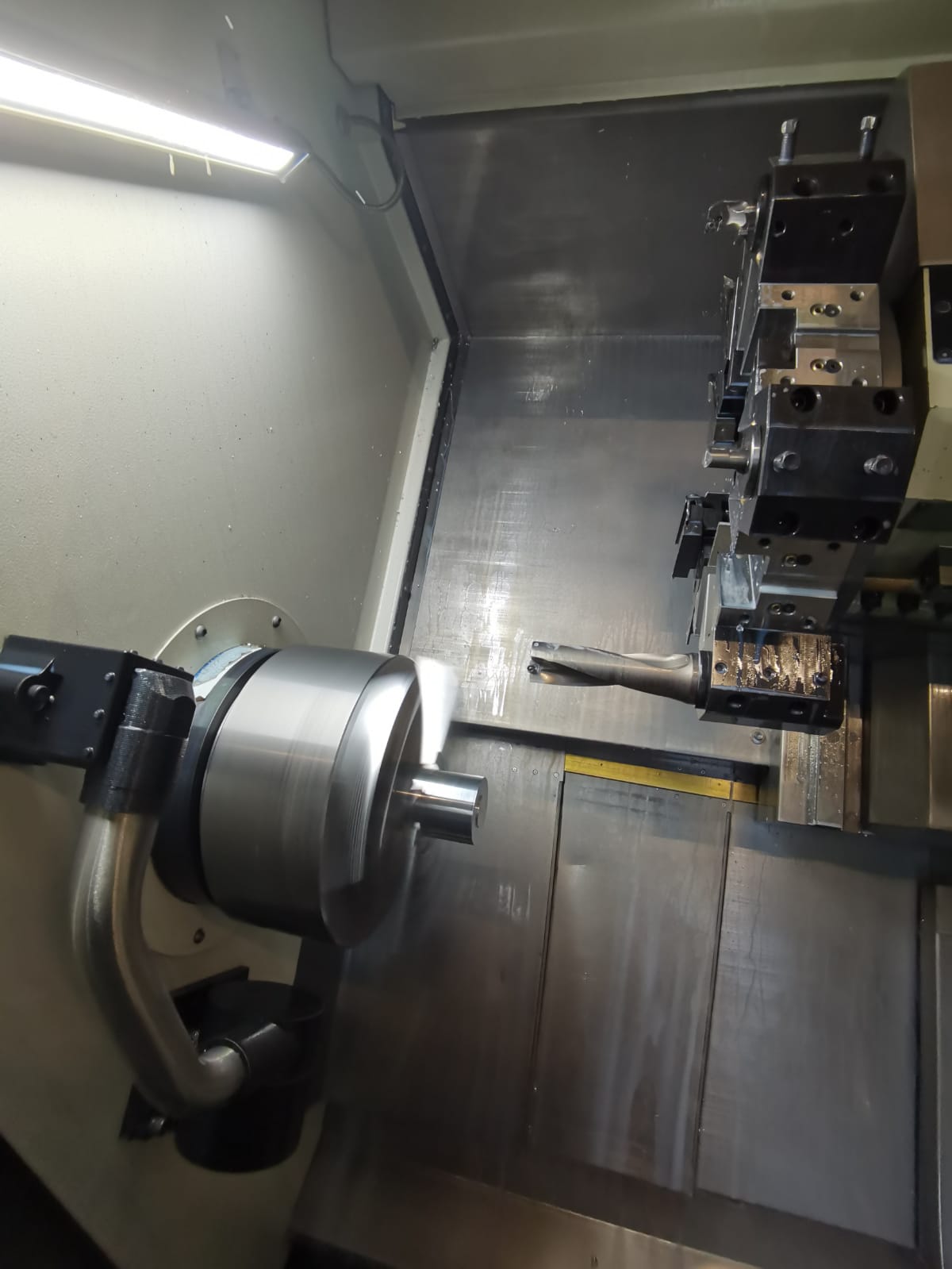
Токарные станки с наклонной станиной KMT KTL
Код(ы) товара: МТ 447481, МТ 353695











В наличии
5 898 266 ₽
7 418 726 ₽
-20%
выгода 1 520 460 ₽
Подберем удобную программу
Необходимые документы
- Реквизиты организации
- Бухгалтерская отчетность за последний закрытый период
30 - 70 Рассрочка
Сегодня
1 769 480 ₽
Еще 8 платежей ежемесячно
от 516 098 ₽
Необходимые документы
- Реквизиты организации
- Бухгалтерская отчетность за последний закрытый период
30 - 70 Рассрочка
Сегодня
1 769 480 ₽
Еще 8 платежей ежемесячно
от 516 098 ₽

Другие модели:
Модели
KTL60/1000 (NL504SC)
KTL65/1000 (NL634SC)
KTL65/1500 (NL635SC)
KTL65/1500 Z
KTL60/1000 (NL504SC) с опциями
Ø обработки: 600 - 650 мм
РМЦ: 500 - 1500 мм
Мощность: 11 - 18,5 кВт
Вес: 4300 - 8100 кг
Преимущества
- Цельнолитая станина 45˚
- Направляющие скольжения с большой нагрузочной способностью
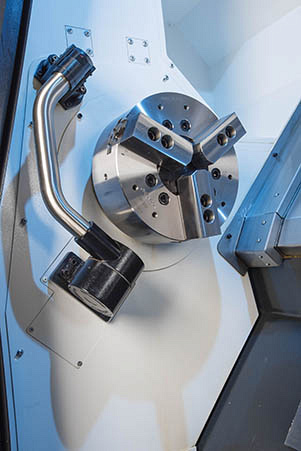
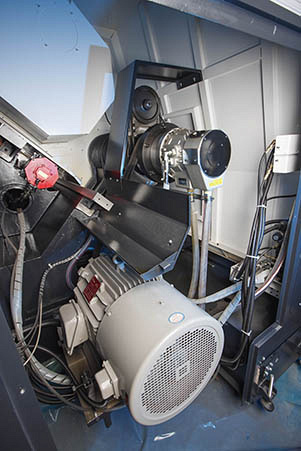
- Усиленный шпиндель для силовой обработки
- Подшипники NSK (Япония)
- ШВП HIWIN (Тайвань)
О товаре
Характеристики
Артикул(ы): МТ 447481, МТ 353695
| Макс. диаметр вращения, мм | 600 |
| Макс. диаметр точения, мм | 450 |
| Макс. длина точения, мм | 1000 |
| Макс. диаметр прутка, мм | 50 |
| По оси X, мм | 295 |
Все характеристики
Модель
ЦЕНА
ЦЕНА ПО АКЦИИ
5 975 170 ₽
8 257 030 ₽
Макс. диаметр вращения, мм
600
650
650
630
600
Макс. диаметр точения, мм
450
410
410
410
450
Макс. длина точения, мм
1000
1000
1500
1500
1000
Макс. диаметр прутка, мм
50
74 (90)
74 (90)
87
50
По оси X, мм
295
330
330
330
295
По оси Z, мм
1100
1100
1600
по запросу
1100
По оси Y, мм
-
-
-
1100 (1600)
-
Конус
А2-6
А2-8, А2-11
А2-8, А2-11
А2-11
А2-6
Частота вращения шпинделя, об/мин
3000
2000 (1000)
2000 (1000)
1000
3000
Диаметр отверстия шпинделя, мм
65
87 (106)
87 (106)
106
65
Размер патрона, дюйм
10
12 (15)
12 (15)
15
10
Ускоренная подача по оси X, м/мин
12
8
8
8
12
Ускоренная подача по оси Z, м/мин
16
12
12
12
16
Размер державки инструмента, мм
25 х 25
32 x 25
32 x 25
32 x 25
25 х 25
Размер державки расточного резца, мм
40
50
50
50
40
Точность позиционирования, мм
0,012 / 0,016
0,012 / 0,016
0,012 / 0,016
0,012 / 0, 016
0,012 / 0,016
Повторяемость, мм
0,006 / 0,008
0,006 / 0,008
0,006 / 0,008
0,006 / 0,008
0,006 / 0,008
Перемещение задней бабки, мм
1100
1070
1560
по запросу
1100
Конус пиноли задней бабки
МТ5
МТ5
МТ5
МТ5
МТ5
Ход пиноли задней бабки, мм
100
100
100
100
100
Диаметр пиноли задней бабки, мм
100
130
130
130
100
Двигатель привода главного шпинделя, кВт
11 / 15
15 / 18,5
15 / 18,5
15 / 18,5
11 / 15
Двигатель привода оси Х, кВт
1,4
1,4
1,4
по запросу
1,4
Двигатель привода оси Z, кВт
1,4
2,5
2,5
по запросу
1,4
Крутящий момент главного шпинделя, Нм
105
285 / 350 (730 / 880)
285 / 350 (730 / 880)
по запросу
105
Двигатель приводного инструмента, кВт
нет
нет
нет
по запросу
нет
Крутящий момент приводного инструмента, Нм
нет
нет
нет
по запросу
нет
Количество инструментов, шт.
8 (10, 12)
8 (10, 12)
8 (10, 12)
8
8 (10, 12)
Система ЧПУ
Fanuc
Fanuc
Fanuc
Fanuc
Fanuc
Угол наклона станины, град.
45
45
45
45
45
Тип направляющих
скольжения
скольжения
скольжения
скольжения
скольжения
Приводной инструмент
нет
нет
нет
нет
нет
Ось Y
нет
нет
нет
да
нет
Длина, мм
4750
5090
5620
5620
4750
Ширина, мм
1880
1950
1930
1990
1880
Высота, мм
1950
2080
2150
2150
1950
Вес, кг
4800
7500
8100
8100
4800
Карта запусков станков
Запущено станков:
Сервис и технологии
-
 Запуск станковПодробнее
Запуск станковПодробнееОборудование наших брендов и других производителей
-
 Обучение персоналаПодробнее
Обучение персоналаПодробнееГотовим операторов станков: теория, демо-стенды, практика на реальных станках с изготовлением детали
-
 Ремонт оборудованияПодробнее
Ремонт оборудованияПодробнееДиагностика, телесервис и восстановление работоспособности в короткие сроки
-
 Подбор, поставка запчастей и маселПодробнее
Подбор, поставка запчастей и маселПодробнееПоставляем оригинальные комплектующие и подбираем масла под задачу
-
 Разработка технологииПодробнее
Разработка технологииПодробнееПроектируем техпроцесс под конкретное изделие и производство
-
 Подбор финансовых программПодробнее
Подбор финансовых программПодробнееЛьготный лизинг, отсрочка и рассрочка — оптимальные условия от 10+ банков
Отзывы о Токарные станки с наклонной станиной KMT KTL
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
5 898 266 ₽
7 418 726 ₽