



























































В поставке на склад
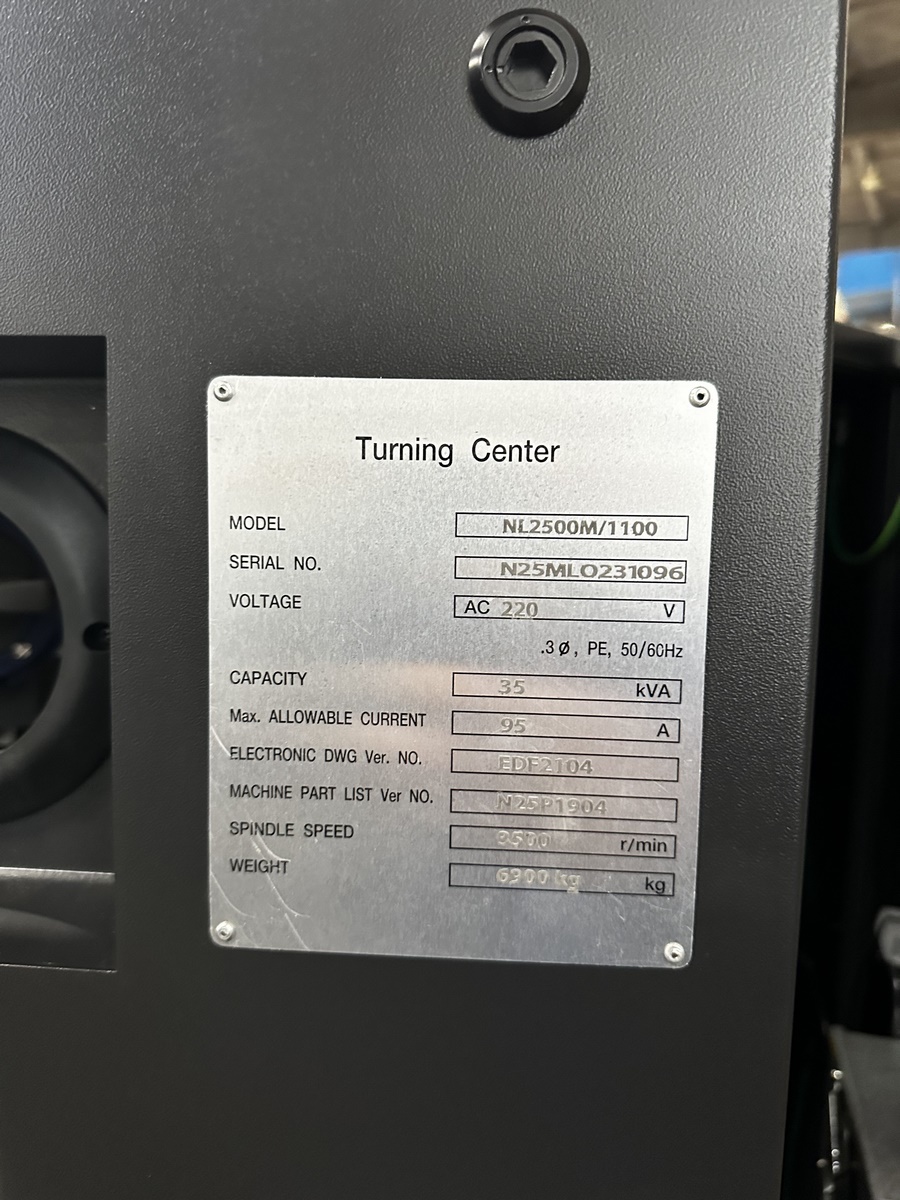
Токарные центры SKM NL 2500/3000
Код(ы) товара: МС 434120












от 11 955 922 ₽
Подберем удобную программу
Стоимость* ШМР: 140 000 ₽
* Без учета командировочных расходов специалиста

Ø обработки: 450 - 480 мм
РМЦ: 480 - 1100 мм
Мощность: 15 - 35 кВт
Вес: 4700 - 6900 кг
Преимущества
- Мощность приводов подач по осям X и Z - 4 кВт
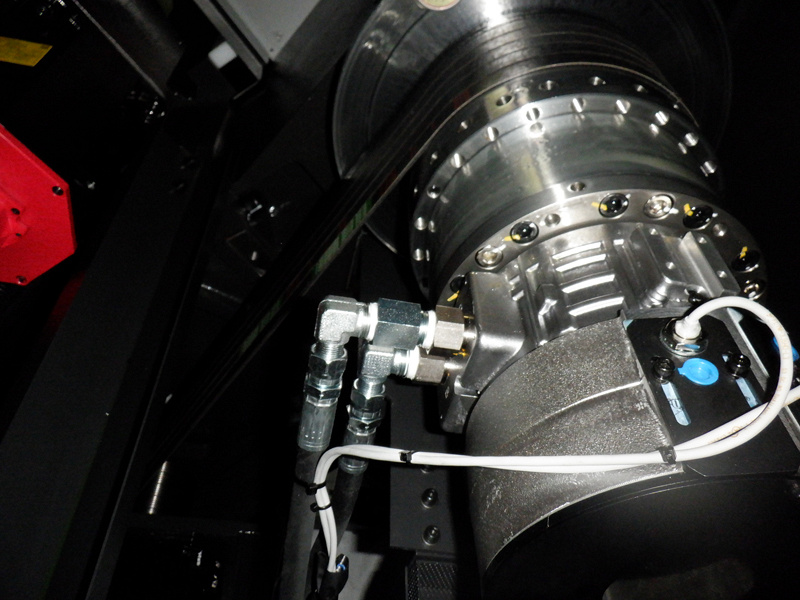
- Привод шпинделя с крутящим моментом до 1630 Нм
- Подача СОЖ через револьвер / инструмент - до 40 бар!
- 2-х диапазонный редукторный привод шпинделя (Baruffaldi)
- Модульная структура станков с возможностью установки осей «C» и «Y»
О товаре
Характеристики
Артикул(ы): МС 434120
| Макс. диаметр вращения, мм | 700 |
| Макс. диаметр точения, мм | 480 |
| Макс. длина точения, мм | 530 |
| Макс. диаметр прутка, мм | 81 |
| Тип направляющих | Скольжения |
Все характеристики
Модель
ЦЕНА
11 955 922 ₽
Макс. диаметр вращения, мм
700
700
700
700
700
700
700
700
700
700
Макс. диаметр точения, мм
480
450
480
450
480
450
480
450
480
450
Макс. длина точения, мм
530
480
750
700
1100
1050
750
700
1100
1050
Макс. диаметр прутка, мм
81
81
81
81
81
81
102
102
102
102
Тип направляющих
Скольжения
Скольжения
Скольжения
Скольжения
Скольжения
Скольжения
Скольжения
Скольжения
Скольжения
Скольжения
Угол наклона станины, °
45
45
45
45
45
45
45
45
45
45
По оси X, мм
270
270
270
270
270
270
270
270
270
270
По оси Y, мм
-
-
-
-
-
-
-
-
-
-
По оси Z, мм
580
520
830
770
1180
1120
830
770
1180
1120
Конус
А2-8
А2-8
А2-8
А2-8
А2-8
А2-8
А2-11
А2-11
А2-11
А2-11
Обороты шпинделя, об/мин
3500 (опционально 4000)
3500 (опционально 4000)
3500 (опционально 4000)
3500 (опционально 4000)
3500 (опционально 4000)
3500 (опционально 4000)
2800
2800
2800
2800
Диаметр отверстия шпинделя, мм
91
91
91
91
91
91
115
115
115
115
Размер патрона, дюйм
10
10
10
10
10
10
12
12
12
12
Макс. диаметр прутка, мм
82
82
82
82
82
82
103
103
103
103
Макс. крутящий момент шпинделя, Нм
1256 (опционально 1336)
1256 (опционально 1336)
1256 (опционально 1336)
1256 (опционально 1336)
1256 (опционально 1336)
1256 (опционально 1336)
1630
1630
1630
1630
Противошпиндель
Нет
Нет
Нет
Нет
Нет
Нет
Нет
Нет
Нет
Нет
Двигатель привода главного шпинделя, кВт
15 / 18,5 (опционально 22 / 35)
15 / 18,5 (опционально 22 / 35)
15 / 18,5 (опционально 22 / 35)
15 / 18,5 (опционально 22 / 35)
15 / 18,5 (опционально 22 / 35)
15 / 18,5 (опционально 22 / 35)
22 / 35
22 / 35
22 / 35
22 / 35
Система ЧПУ
Fanuc
Fanuc
Fanuc
Fanuc
Fanuc
Fanuc
Fanuc
Fanuc
Fanuc
Fanuc
Приводной инструмент
нет
да
нет
да
нет
да
нет
да
нет
да
Ось Y
нет
нет
нет
нет
нет
нет
нет
нет
нет
нет
Перемещение задней бабки, мм
472
472
722
722
1072
1072
722
722
1072
1072
Перемещение пиноли задней бабки, мм
100
100
100
100
100
100
100
100
100
100
Конус пиноли задней бабки
MT4, встроенный
MT4, встроенный
MT4, встроенный
MT4, встроенный
MT4, встроенный
MT4, встроенный
MT4, встроенный
MT4, встроенный
MT4, встроенный
MT4, встроенный
Диаметр пиноли задней бабки, мм
110
110
110
110
110
110
110
110
110
110
Тип револьверной головки
-
BMT65
-
BMT65
-
BMT65
-
BMT65
-
BMT65
Количество инструментов, шт.
12
12
12
12
12
12
12
12
12
12
Размер державки инструмента, мм
25 х 25 / 50
25 х 25 / 50
25 х 25 / 50
25 х 25 / 50
25 х 25 / 50
25 х 25 / 50
25 х 25 / 50
25 х 25 / 50
25 х 25 / 50
25 х 25 / 50
Макс. диаметр расточного инструмента, мм
50
50
50
50
50
50
50
50
50
50
Обороты приводного инструмента, об/мин
-
5000
-
5000
-
5000
-
5000
-
5000
Мощность приводного инструмента, кВт
-
7,5
-
7,5
-
7,5
-
7,5
-
7,5
Тип крепления инструментальных блоков
-
ВМТ65
-
ВМТ65
-
ВМТ65
-
ВМТ65
-
ВМТ65
Длина, мм
3208
3208
3708
3708
4013
4013
3708
3708
4013
4013
Ширина, мм
1778
1778
1727
1727
1727
1727
1727
1727
1727
1727
Высота, мм
1985
1985
1985
1985
1985
1985
1985
1985
1985
1985
Вес, кг
4700
4700
5700
5700
6900
6900
5700
5700
6900
6900
Карта запусков станков
Запущено станков:
Сервис и технологии
-
 Запуск станковПодробнее
Запуск станковПодробнееОборудование наших брендов и других производителей
-
 Обучение персоналаПодробнее
Обучение персоналаПодробнееГотовим операторов станков: теория, демо-стенды, практика на реальных станках с изготовлением детали
-
 Ремонт оборудованияПодробнее
Ремонт оборудованияПодробнееДиагностика, телесервис и восстановление работоспособности в короткие сроки
-
 Подбор, поставка запчастей и маселПодробнее
Подбор, поставка запчастей и маселПодробнееПоставляем оригинальные комплектующие и подбираем масла под задачу
-
 Разработка технологииПодробнее
Разработка технологииПодробнееПроектируем техпроцесс под конкретное изделие и производство
-
 Подбор финансовых программПодробнее
Подбор финансовых программПодробнееЛьготный лизинг, отсрочка и рассрочка — оптимальные условия от 10+ банков
Отзывы о Токарные центры SKM NL 2500/3000
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
11 955 922 ₽