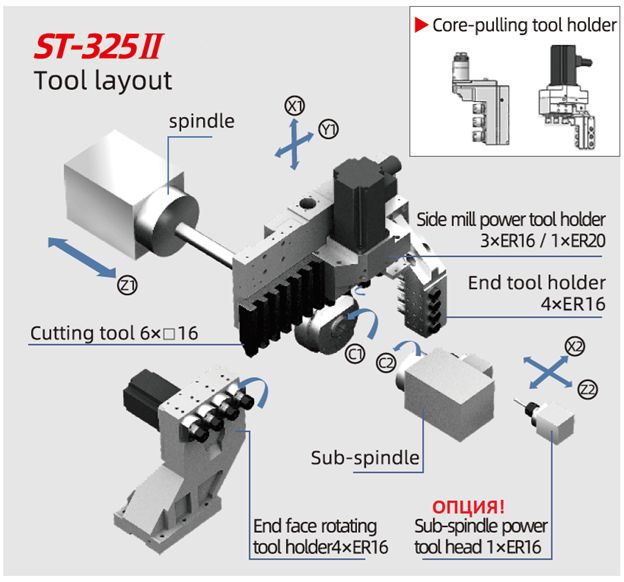
Автоматы продольного точения Shute ST-325II и ST-385II




Частота вращения шпинделя:
8000; 6000 об/мин
Кол-во управляемых осей: 8
Ø обрабатываемого прутка: 5 - 38 мм
Вес: 3000; 3100 кг
- Количество инструмента 22
- Система ЧПУ Mitsubishi M80A
- Длина обработки 240 мм
- Ускоренные перемещения 32 м/мин
- Система подачи СОЖ 70 бар
- Автоподатчик LNS в комплекте
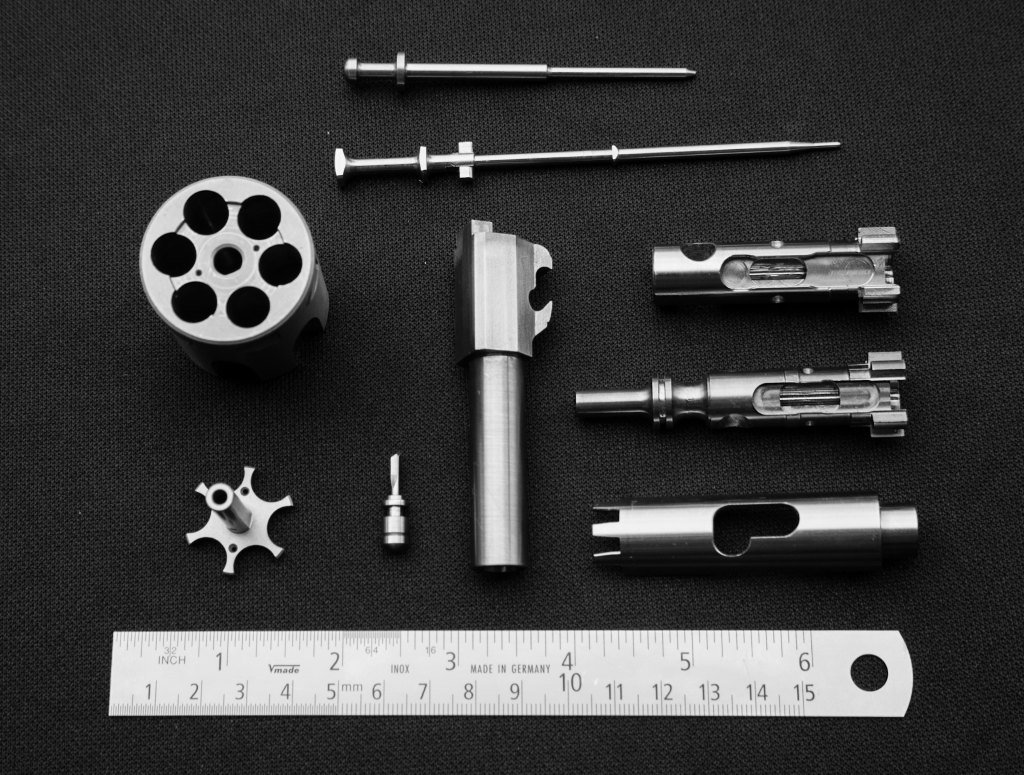
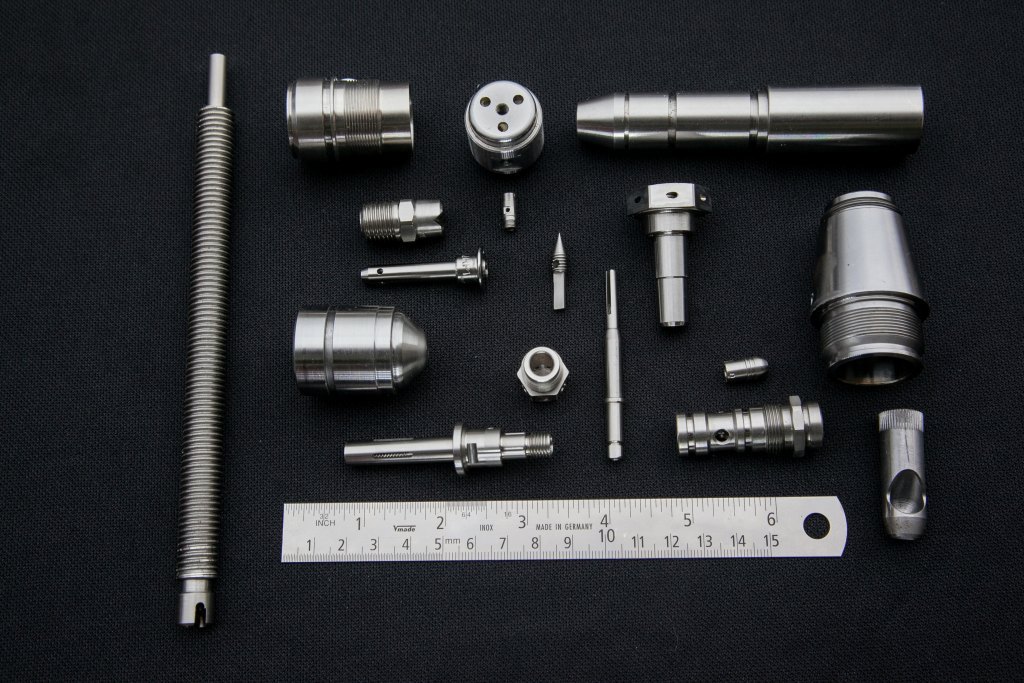
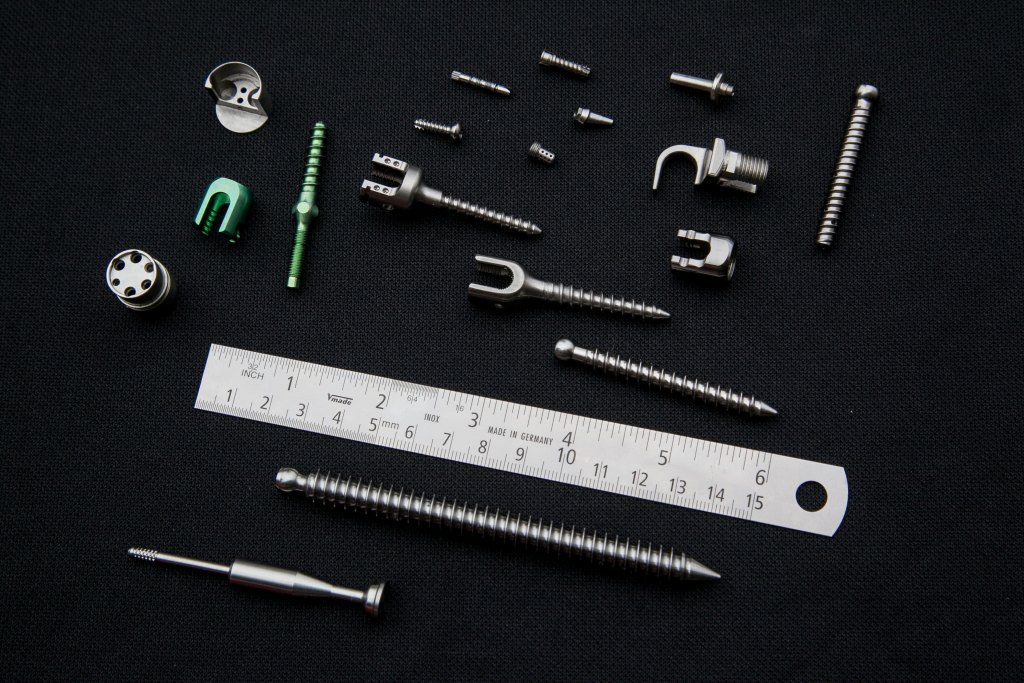
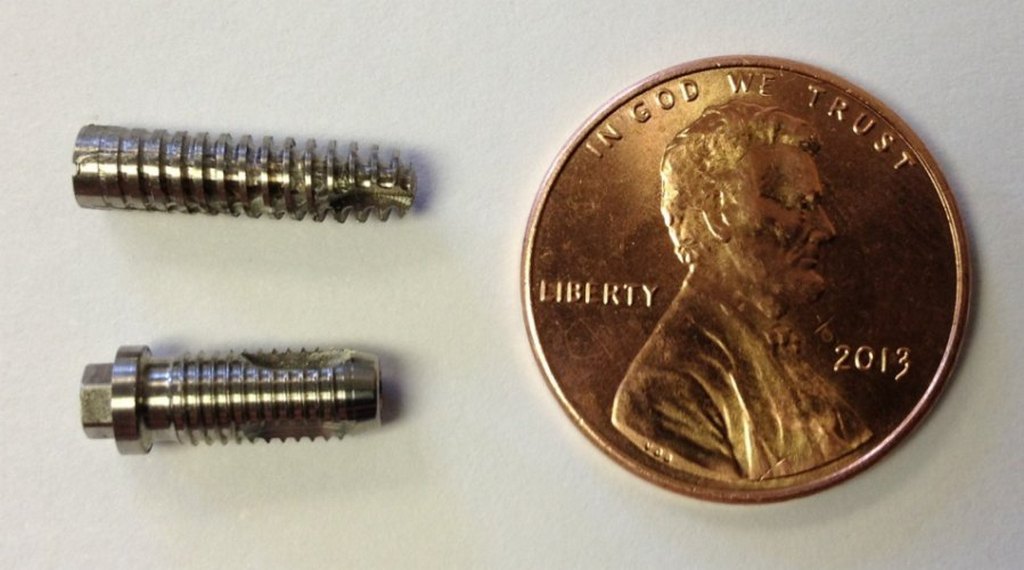
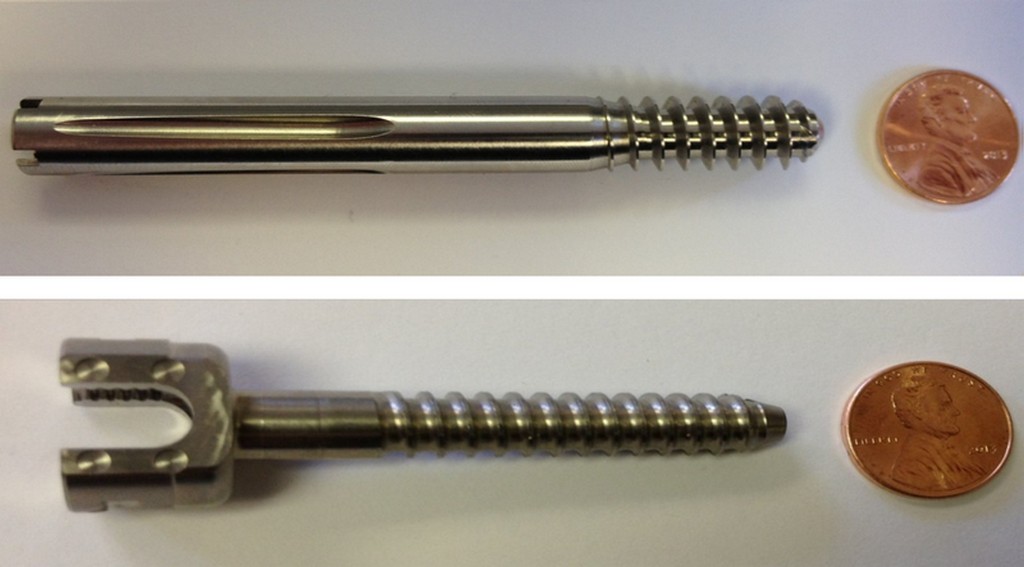
Автоматы продольного точения Shute серии ST являются высокотехнологичным оборудованием с уникальными возможностями в части обработки детали типа игл (L / D > 10) с высокой точностью и качеством получаемой поверхности при большой производительности, при этом отличается быстрой переналадкой на выпуск новой продукции, что позволяет его использовать в условиях как крупно- так и мелкосерийных производств.
Автоматы продольного точения Shute ST подойдут для производства крупносерийных партий деталей в следующих отраслях:
- транспортном машиностроении;
- аэрокосмической отрасли;
- медицине.



Компания Shute разработала систему управления жизненным циклом инструмента для системы ЧПУ Mitsubishi. Система фиксирует статистику по времени стойкости инструмента, с возможностью загрузки соответствующих данных на сервер.
Используя данную систему, пользователь контролирует состояние инструмента в реальном времени и может устанавливать резервные инструменты для оперативной замены изношенных позиций дублирующими без остановки программы.
ATC технология от Shute - это быстрая смена инструментов по кротчайшей траектории. Система выбирает кротчайший путь между инструментальными ячейками, экономя вспомогательное время.
Система ЧПУ Mitsubishi M80
- Дисплей 10,4' TFT LCD;
- Двухканальная работа станка, обработка двух деталей одновременно;
- Все двигатели и привода Mitsubishi (Япония) - отличное быстродействие, легендарная надёжность, высокая точность и стабильность обработки;
- Скорость быстрых перемещений до 32 м/мин.
Специальные функции
Благодаря специальной оболочке системы от Shute, увеличена скорость и точность управления. Предварительное считывание 30 программных циклов для точного расчета маршрута в автоматическом режиме. Система сама рассчитывает время ускорения и замедления во время обработки на основе программного маршрута. В соответствии с рассчитанной траекторией, обеспечивается контроль ускорений и торможений.
Перед обработкой система рассчитывает оптимальную скорость, для проверки соответствия режимов резания, необходимым параметрам точности учитывая конфигурацию детали.
Во время обработки система автоматически выбирает кратчайший маршрут, сгенерированный с помощью интерполяции с векторной точностью.

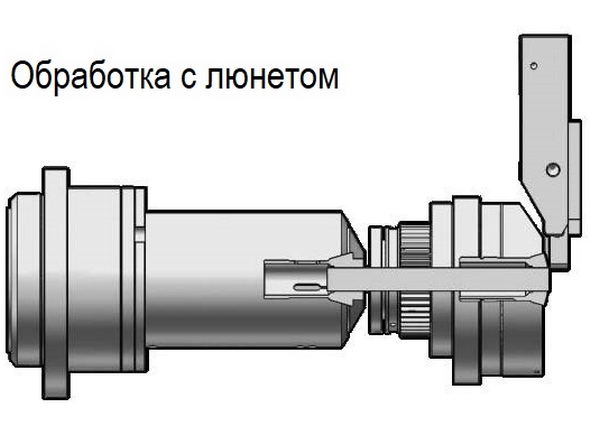
Используется для уменьшения остатка прутка. Применима при обработке коротких заготовок при длине заготовки меньше или равной диаметру прутка.
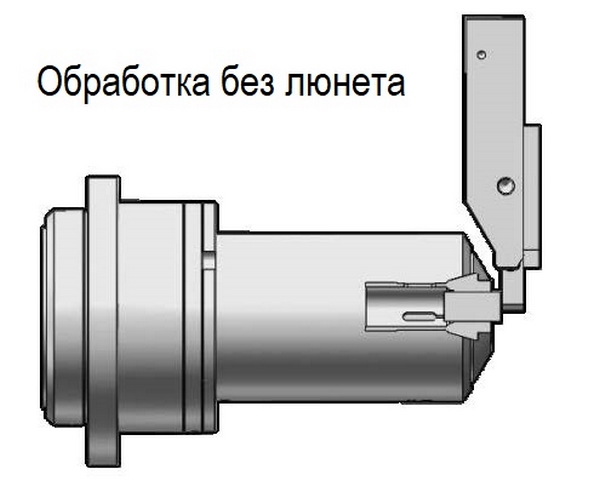
Цанговый патрон и втулка вращаются одновременно.
На основе метода конечных элементов и модельного анализа, с учётом многочисленных оптимизаций, была разработана специальная конструкция станины с отличными показателями жесткости и виброустойчивости.
Симметричная конструкции станины и дополнительное оребрение способствуют эффективному тепловому балансу.
Применение ручного шабрения самых ответственных сопрягаемых поверхностей ключевых узлов станка увеличивает коэффициент контакта, снижает вибрацию и предотвращает деформации узлов во время работы станка, что гарантировано обеспечивает геометрическую точность, точность перемещений и точность позиционирования на протяжении всего срока службы оборудования.

Мощные шпинделя (3,7 кВт, 8 000 об/мин) от профильной компании HaoZhi, обладают быстрой реакцией на ускорение и замедление и обеспечивают превосходную производительность.
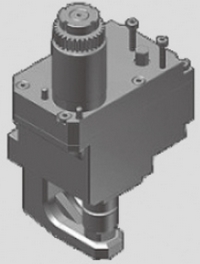
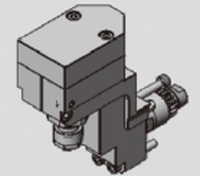
Приводные инструментальные блоки собственной разработки Shute, обладают низким уровнем шума, высокой жесткостью и точностью.

- Подшипники ШВП NSK (Япония) / FAG (Германия)
- Линейные направляющие THK (Япония) / INA (Германия)
- ШВП THK (Япония) / PMI (Тайвань)
- Привода по осям Mitsubishi (Япония)
- Шпиндель / контршпиндель HaoZhi (Китай)
- Подшипники шпинделя / контршпинделя NSK / SKF (Япония)
- Пневматическая система CKD (Япония)
- Двигатель шпинделя Mitsubishi (Япония)
- Система автоматической смазки Shuowa (Япония)
- Телескопическая защита Shute (Китай)
- Станина Shute (Китай)
- Муфта CBN (Япония)
- Электрические компоненты Schneider (Франция)
- Кабеля Lapp (Германия)