



Ø обработки: 480 мм
РМЦ: 750 мм
Мощность: 15 / 18,5 кВт
Вес: 5700 кг
Год запуска: 2024
Наработка: 740 часов
Местонахождение: Санкт-Петербург
Ответственный: Вадим Болгаров
Доб. номер 4860
- Мощность приводов подач по осям X и Z - 4 кВт
- Привод шпинделя с крутящим моментом до 1630 Нм
- Подача СОЖ через револьвер / инструмент - до 40 бар!
- 2-х диапазонный редукторный привод шпинделя (Baruffaldi)
- Модульная структура станков с возможностью установки осей «C» и «Y»
Токарные обрабатывающие центры SKM серии NL 2500/3000 предназначены для силовой, точной и производительной токарной обработки деталей типа тел вращения: валов, осей, фланцев, колец и т.д., при тяжелых режимах *.
Сочетание высокой жесткости наклонной конструкции станины 45˚, мощного привода шпинделя (двух ступенчатый редуктор) до 1 630 Н*м (мотор шпинделя 22/35 кВт) и направляющих скольжения, позволяют успешно сочетать силовое резание с чистовой обработкой стальных деталей в закалённом состоянии с твердостью до 58 HRC, при этом обеспечивая высокую точность по 7-му квалитету и шероховатость по 8 - 9 классам.
Токарные обрабатывающие центры SKM серии NL 2500/3000 применяются во всех отраслях машиностроительной индустрии, в том числе в авиационно-космической, автомобильной и нефтегазовой промышленности для обработки закаленных, высоколегированных, жаропрочных сталей и чугуна.











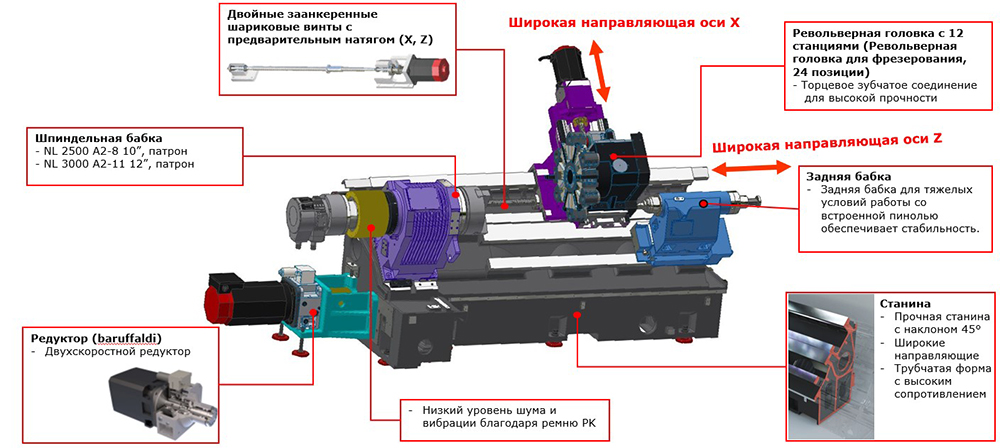
Диаграмма мощности шпинделя:
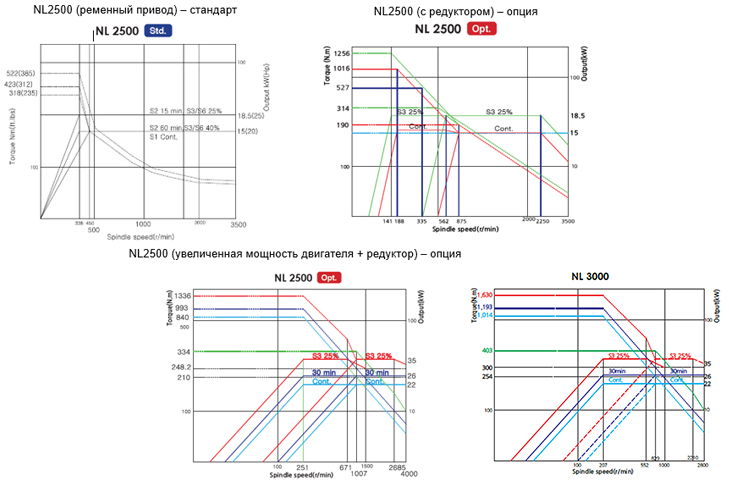
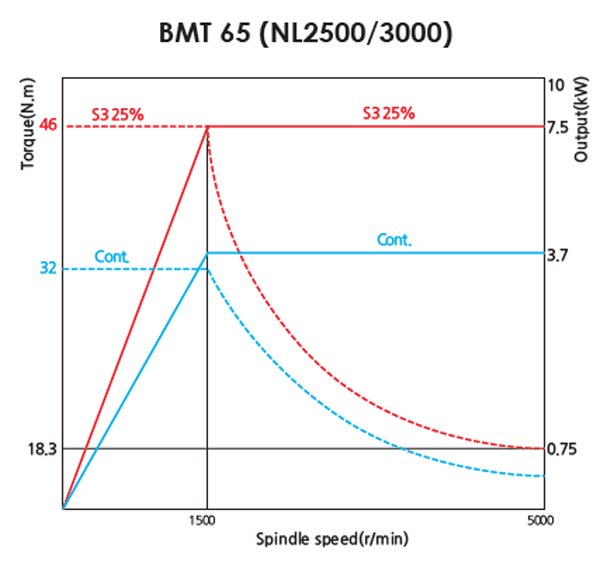
Диаграмма мощности револьверной головы с блоками приводного инструмента:
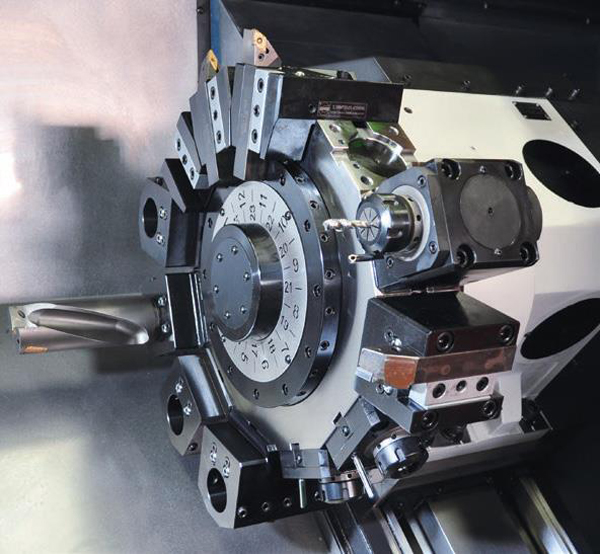
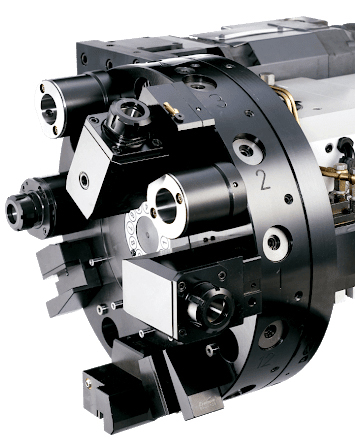
Конструктивные особенности револьверных головок:
| Система крепления VDI (другой производитель) | Система крепления BMT (SKM) |
 | 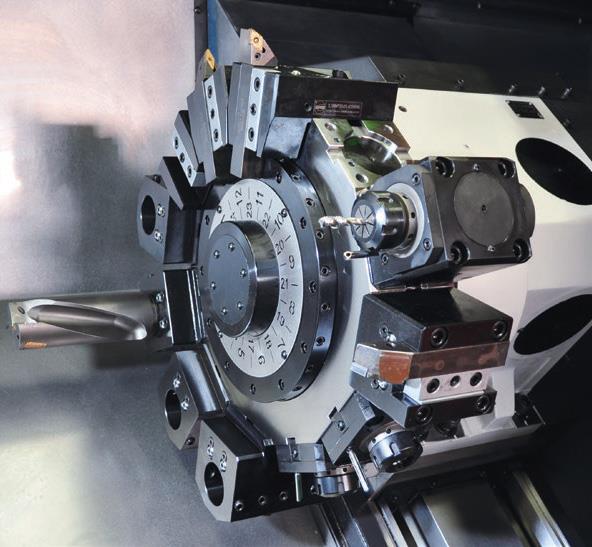 |
Система крепления VDI имеет менее жесткую конструкцию крепления инструментальных блок к револьверной головке, и предназначена для обработки легких сплавов с небольшими припусками. При обработки твердых сплавов срок эксплуатации инструментальных блок значительно уменьшается из-за большой нагрузки на базовые посадочные поверхности.
Система крепления BMT (SKM) имеет преимущество в жесткости инструментальных блоков к револьверной головке за счет крепления 4-мя болтами к револьверу. Это позволяет производить обработку при тяжелых режимах резания и обеспечивать высокую точность, позволяет достичь высокой производительности и сократить вспомогательное время, т.к. возможно производить обработку с большими припусками.
Преимущества VDI:
- Только один винт для затяжки блока, он прост в установке и быстрее настраивается оператором;
- Меньшие первоначальные инвестиции - стоимость резцедержателя ниже, чем резцедержателя BMT;
- Оператор может регулировать прямолинейность и точность блока.
Преимущества BMT (SKM):
- Более жесткий, используется для обработки в тяжелых условиях;
- Точная прямая фиксация, оператору не нужно настраивать прямолинейность блока;
- Больший ресурс блока за счёт равномерного распределения нагрузки при работе (больше упорных подшипников, больше точек крепления к револьверу, короткий вылет хвостовика).