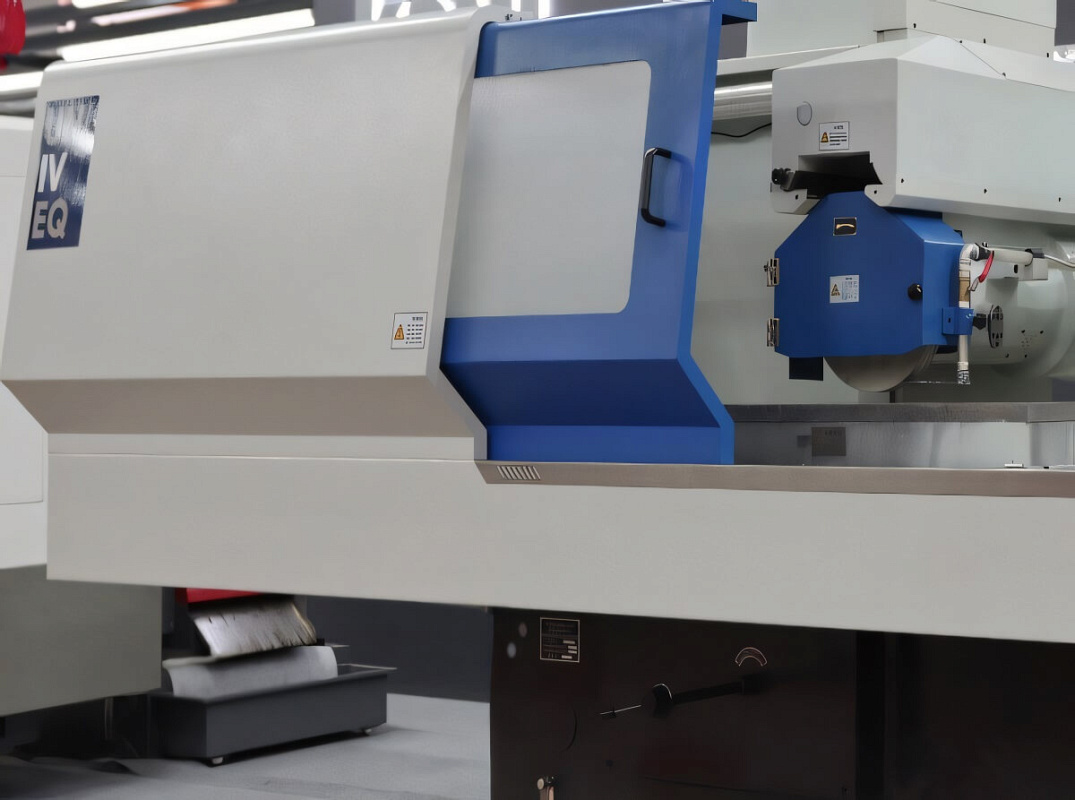
Плоскошлифовальный станок UNIVEQ USG 2063NC2 с контроллером (PLC)






Размер рабочего стола: 200 х 630
Исполнение станков под любые задачи клиента, с различным уровнем автоматизации
С PLC
Вес: 2800 кг
- PLC-контроллер
- Сервопривод суппорта шлифовального круга
- Программируемая автоматическая правка шлифовального круга
- Сервопривод вертикальной подачи шлифовального круга
Станки предназначены для шлифования плоских и боковых поверхностей деталей из стали, чугуна, цветных металлов, закрепленных на зеркале стола, магнитной плите или в приспособлении.
Станок применяется на металлообрабатывающих предприятиях со средним и мелкосерийным выпуском деталей для автомобильной, авиационной, космической промышленности, судостроения, а также производств, работающих в области энергетики, точного машиностроения и приборостроения.
Помимо этого, станок найдет широкое применение на предприятиях со средним и мелкосерийным выпуском деталей, для инструментальных производств, для предприятий, оказывающих услуги по шлифовальным работам (слесарные мастерские, сервисные центры по заточке инструмента, автосервисы, и др.).




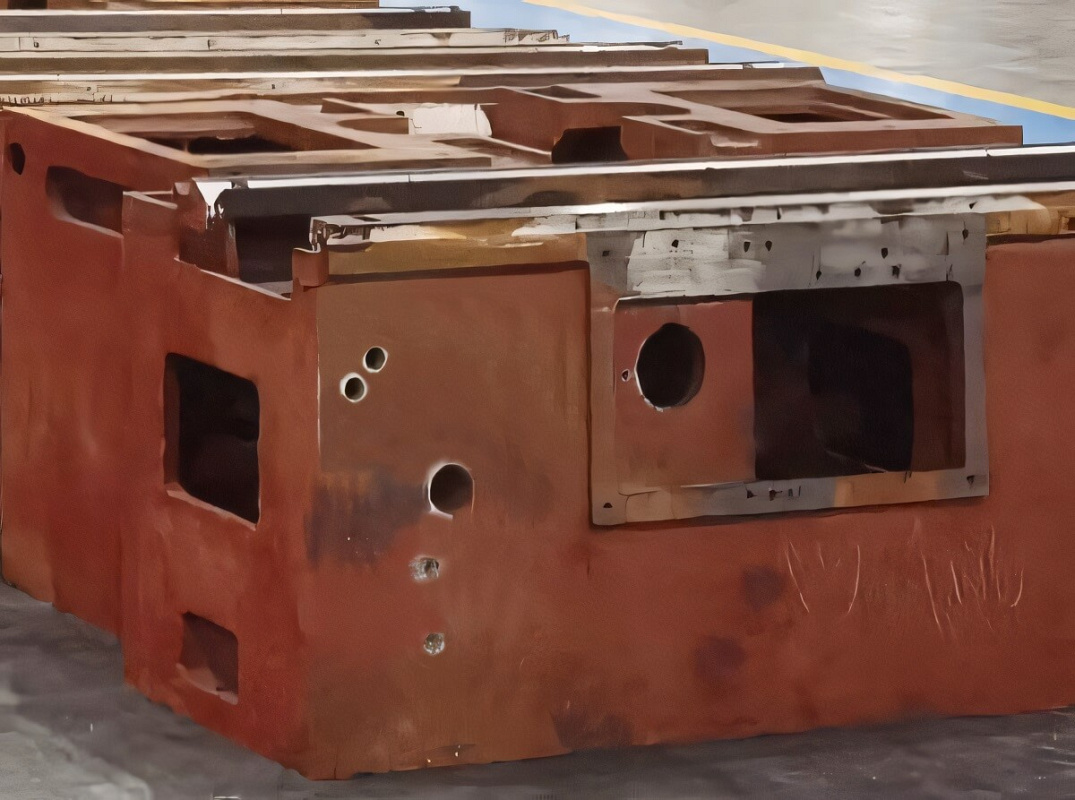
Чугунная массивная литая станина обеспечивает необходимую жесткость, виброустойчивость и надежность станка во время работы, что гарантирует постоянство показателей точности на протяжении всего срока эксплуатации станка.
Благодаря высокой массе станка не требуется специальный фундамент для его установки.
Масса станка около 3 тонн (2800 кг).
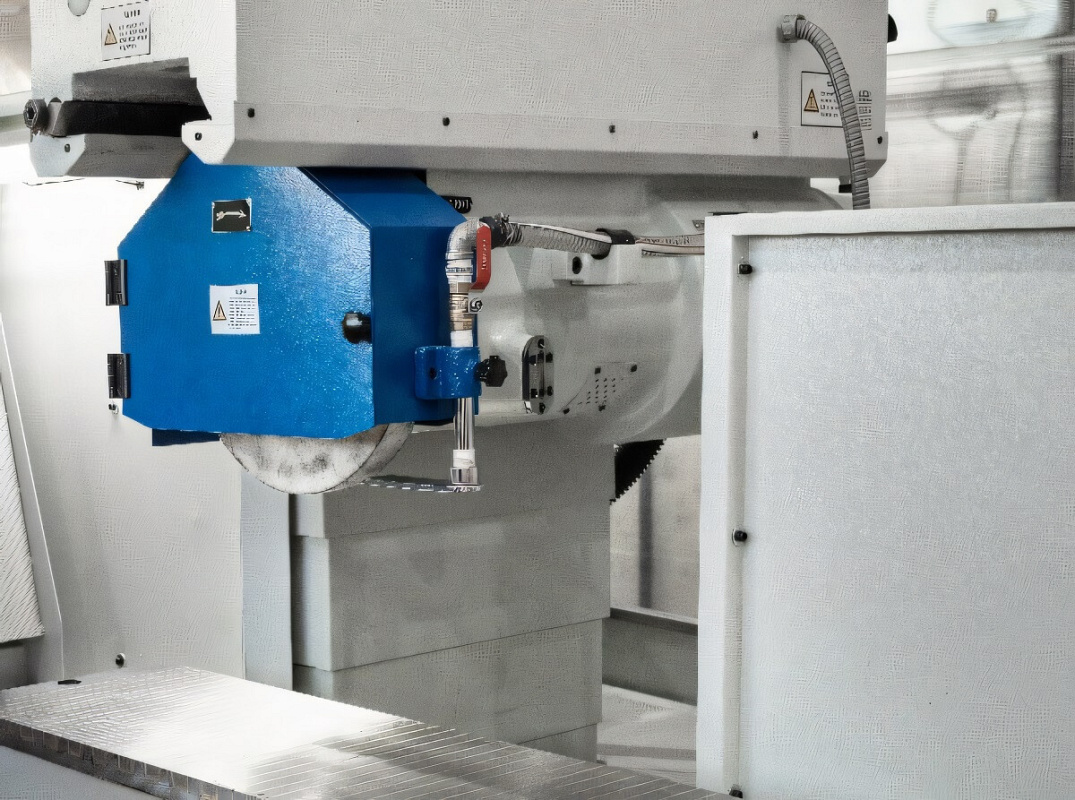
Колонна шлифовального узла изготовлена из высококачественного чугуна. Суппорт шлифовального узла перемещается (подъем / опускание) при помощи передачи винт-гайка с предварительным регулируемым натягом по направляющим скольжения. Обе направляющие имеют плоскую форму и покрыты полимерным материалом, что позволяет производить шлифование даже со значительными съемами.
Шлифовальный узел имеет поперечное перемещение по направляющим скольжения.
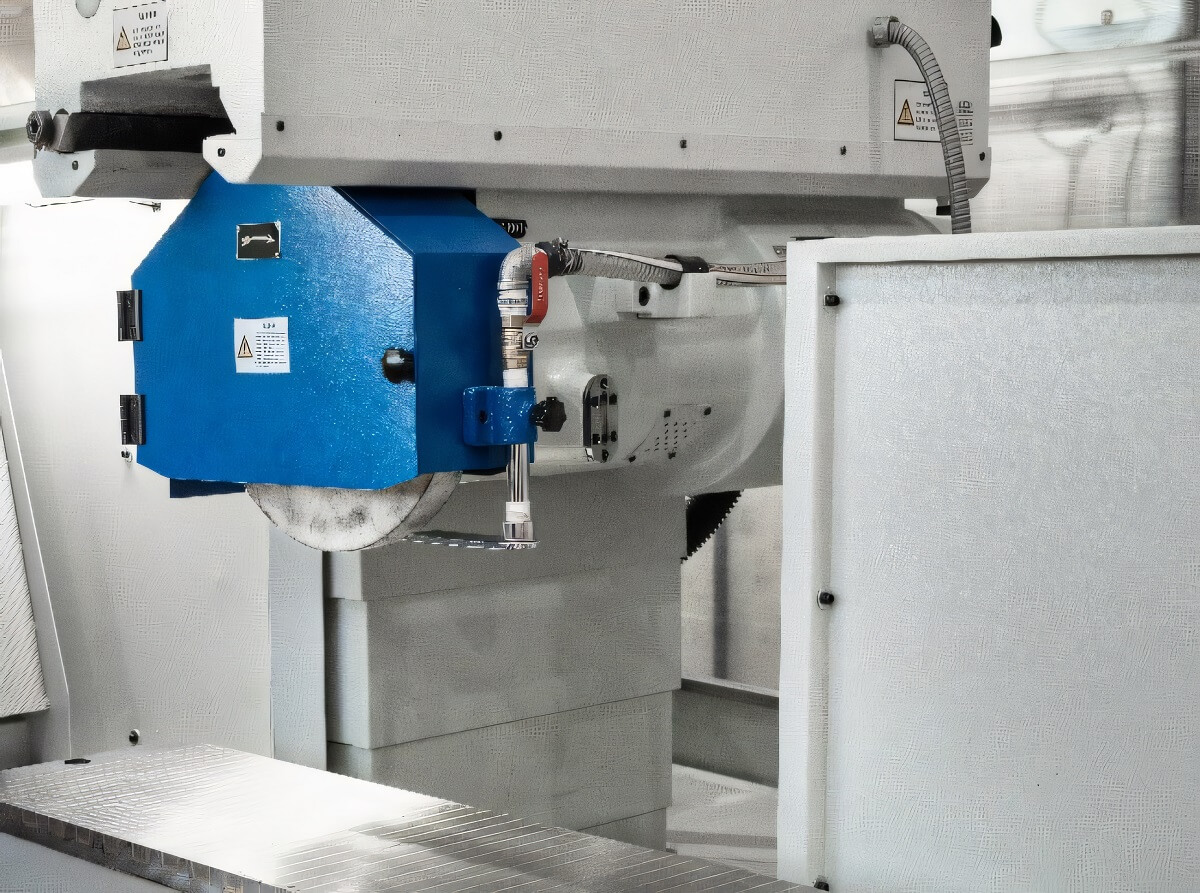
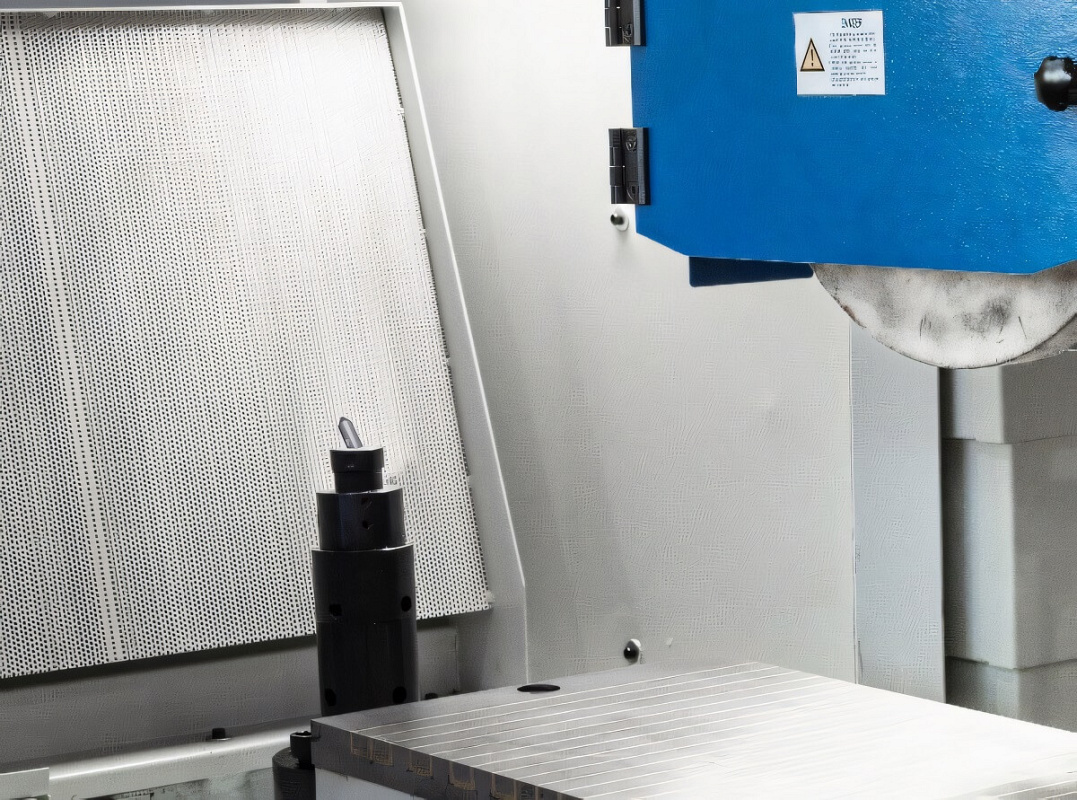
Электромагнитная плита мелкополюсная устанавливается на рабочий стол, который перемещается по направляющим скольжения при помощи гидравлического привода. Одна (задняя) направляющая V-образная, другая (передняя) плоская. Постоянная подача смазки предотвращает залипание стола и предотвращает рывки при продольном ходе стола.
Мелкополюсная плита позволяет устанавливать, фиксировать и обрабатывать детали с небольшой поверхностью соприкосновения.

Панель управления станка с PLC контроллером находится на подвижном блоке, расположенном на поворотном кронштейне, что делает процесс управления станком более удобным, так как позволяет настроить необходимое положение пульта под определенным углом. PLC контроллер с цветным сенсорным ЖК дисплеем позволяет вводить параметры шлифования и управлять рабочим процессом станка. Дружественный интерфейс, позволяющий запрограммировать станок на различные режимы шлифования, имеет функции отображения ошибок станка на мониторе и возврата в стартовое положение по осям Y и Z.

Автоматическая система правки шлифовального круга является программируемой и позволяет производить циклы правки как перед рабочим процессом, так и во время него.
Общий съем в процессе правки и поперечный ход суппорта шлифовального круга задается с ПУ.
В процессе правки стол перемещается в зону, находящуюся за пределом электромагнитной плиты (зону правки). После завершения процесса правки шлифовальный круг возвращается в рабочее положение с сохранением координат.
Система подачи охлаждающей жидкости позволяет увеличивать съем металла в процессе работы, уменьшая, время шлифования заготовки, исключает попадание стружки и абразива в подвижные элементы станка, предотвращает засаливание и износ шлифовального круга, тем самым увеличивая его ресурс.

Кабинетная защита обеспечивает:
- безопасность обслуживающего персонала от вылета абразива и металла из зоны шлифования и попадания СОЖ на чувствительные органы (глаза, горло, кожа лица и рук);
- чистоту и безопасность рабочего места рабочего персонала (предохраняют от разбрызгивания СОЖ);
- снижение затрат времени на обслуживание станка.
Бак для СОЖ и система фильтрации выполнены из стали и вынесен за пределы станка, что с легкостью и минимальными затратами времени позволяет заменять отработанную охлаждающую жидкость.
Бак для СОЖ в стандартном исполнении комплектуется комбинированной (магнит + бумага) системой фильтрации.

- Горизонтальное продольное перемещение / ход рабочего стола с эл. магнитной плитой (ось X – автоматическое при помощи гидравлического привода);
- Горизонтальное поперечное перемещение суппорта шлифовального узла (ось Z – автоматическое при помощи ШВП и сервопривода). Программируется на PLC контроллере;
- Вертикальное перемещение суппорта шлифовального узла (ось Y – автоматическое при помощи ШВП и сервопривода). Программируется на PLC контроллере.
