Линии производства шпона
2 товара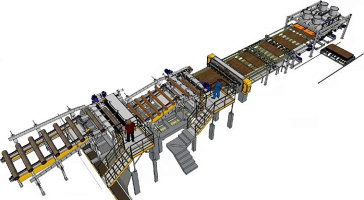

Производительность: 1500 - 3500 м3/мес
Формат: 2600 x 1300, 1600 x 1600,
1300 x 2600 мм

Производительность: 500 - 3500 м3/мес
Формат: 2600 x 1300, 1600 x 1600,
1300 x 2600 мм
В технологии изготовления шпона много нюансов. Чтобы соблюсти их все и получить на выходе качественный продукт – необходимо подобрать производительное оборудование. Современные деревообрабатывающие предприятия все чаще используют комплексный подход к оснащению производства и выбирают автоматические линии для лущеного шпона, которые позволяют сэкономить на оплате труда персонала, устранить влияние человеческого фактора и повысить производительность работы.
Коротко о производстве
Технология состоит из следующих этапов:
- Окорка чураков или свежеспиленной древесины;
- Лущение в результате которого получается эластичный ровный лущеный шпон в виде бесконечной ленты;
- Рубка ленты шпона в заданный формат;
- Равномерная укладка в стопы;
- Сушка;
- Намазка листов шпона связующим клеевым веществом (смолой) и формирование пакетов будущей фанеры;
- Холодное и горячее прессование набранных пакетов;
- Обрезка склеенных пакетов в заданный формат;
- Шлифовка готовых листов фанеры.
В состав линий для производства шпона стандартно включены:
- окорочные станки на которых осуществляется снятие коры с чураков и придание цилиндрической формы заготовкам.
- лущильное оборудование – с его помощью получают ровный лущеный шпон в виде бесконечной ленты.
- гильотины (роторные ножницы) - для рубки листов в заданный размер;
- стопоукладчики позволяют уложить материал длиной 1300 мм, 1600 мм или 2600 мм и толщиной 0,3-3 мм в пачку после лущения и рубки. Возможны промежуточные варианты под индивидуальные задачи клиента;
- сушильные камеры (роликовые, сетчатые, дыхательный пресс) производительностью 1,1-8,5 м3/ч, где агентом сушки выступает пар, термомасло и топочные газы. Обработка древесины осуществляется при температуре 150-170 Со. После просушки материал можно транспортировать, хранить и склеивать;
- клеевые вальцы для равномерного нанесения клеевого вещества (смолы) на поверхность материала с двух сторон. Пакет будущей фанеры набирается чередованием сухих и намазанных слоев.
- холодный подпрессовщик – сюда материал помещается после обработки клеевыми вальцами, чтобы получить ровный слипшийся пакет фанеры и облегчить его посадку в горячий пресс.
- горячий пресс – здесь происходит запрессовка и отверждение связующего вещества под действием температуры от 120 до 135 градусов и давления до 13 кг/см2.
- станки для полистной обрезки заготовок по краям в заданный размер и придания формы квадрата или прямоугольника;
- финишная операция - шлифовка фанеры высших сортов толщиной 3-30 мм.
Плюсы заказа в нашей компании
Главное преимущество, которое отличает ассортимент КАМИ от других компаний – многообразие станков с различными возможностями и функционалом. В каталоге представлено оборудование для линий по производству шпона, работающее со скоростями подачи 50-180 м/мин, ручные и автоматизированные варианты (по бюджетной и премиальной цене).
При покупке мы гарантируем:
- доставку;
- сервисную поддержку клиентов из Москвы и регионов;
- наличие оборудования на складе;
- продукция известных брендов из Южной Америки и России.
Оставляйте заявку на сайте - менеджер компании поможет купить оборудование по оптимальной стоимости!