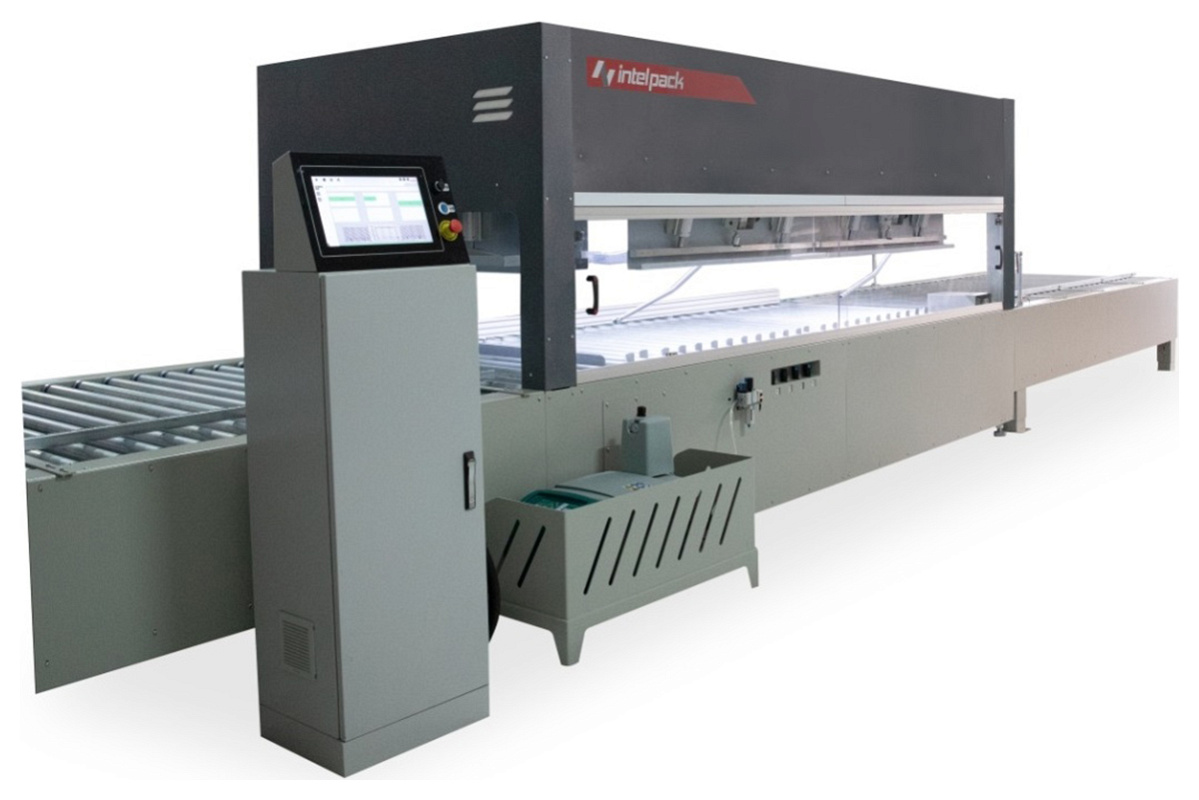
Автоматическая линия для склейки коробок из гофрокартона Intelpack 410





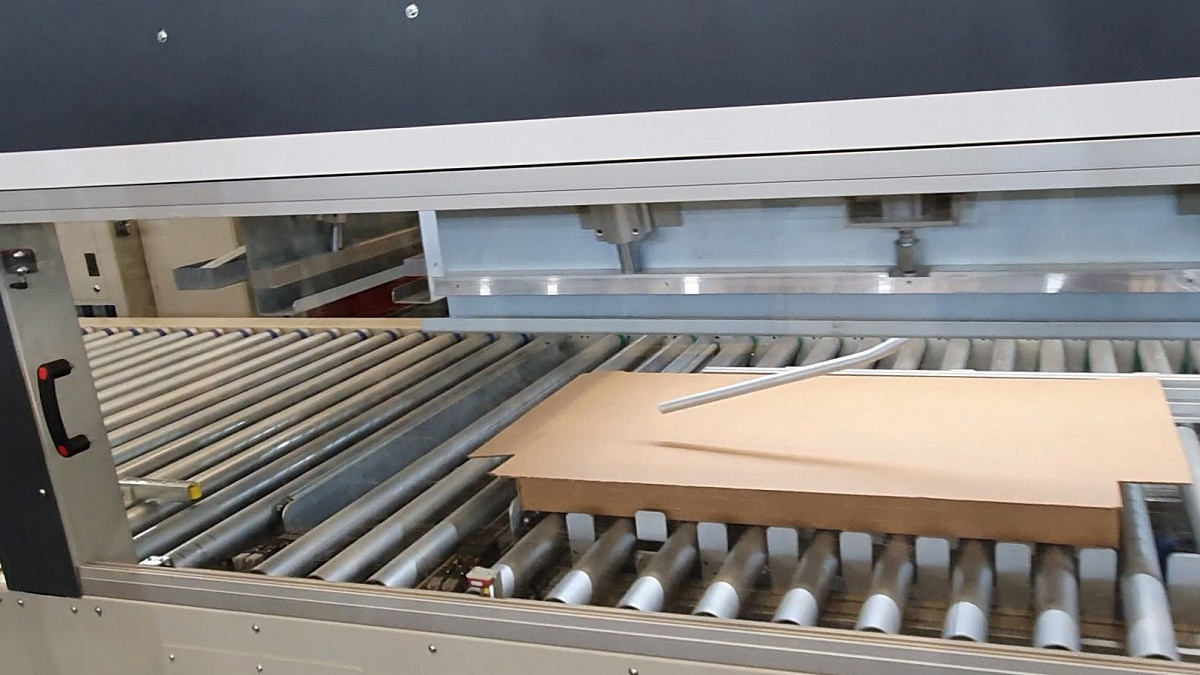





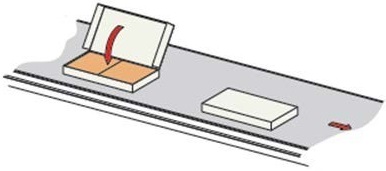
Подача коробки в рабочую зону осуществляется с помощью приводного роликового длиной 2500 мм.

Изготовлен из стальных труб прямоугольного сечения и усилен дополнительными ребрами жесткости внутри. Конструкция портала что обеспечивает высокую степень жесткости, устойчивость к статическим и динамическим нагрузкам.
- Приводной конвейер (L=5000 мм);
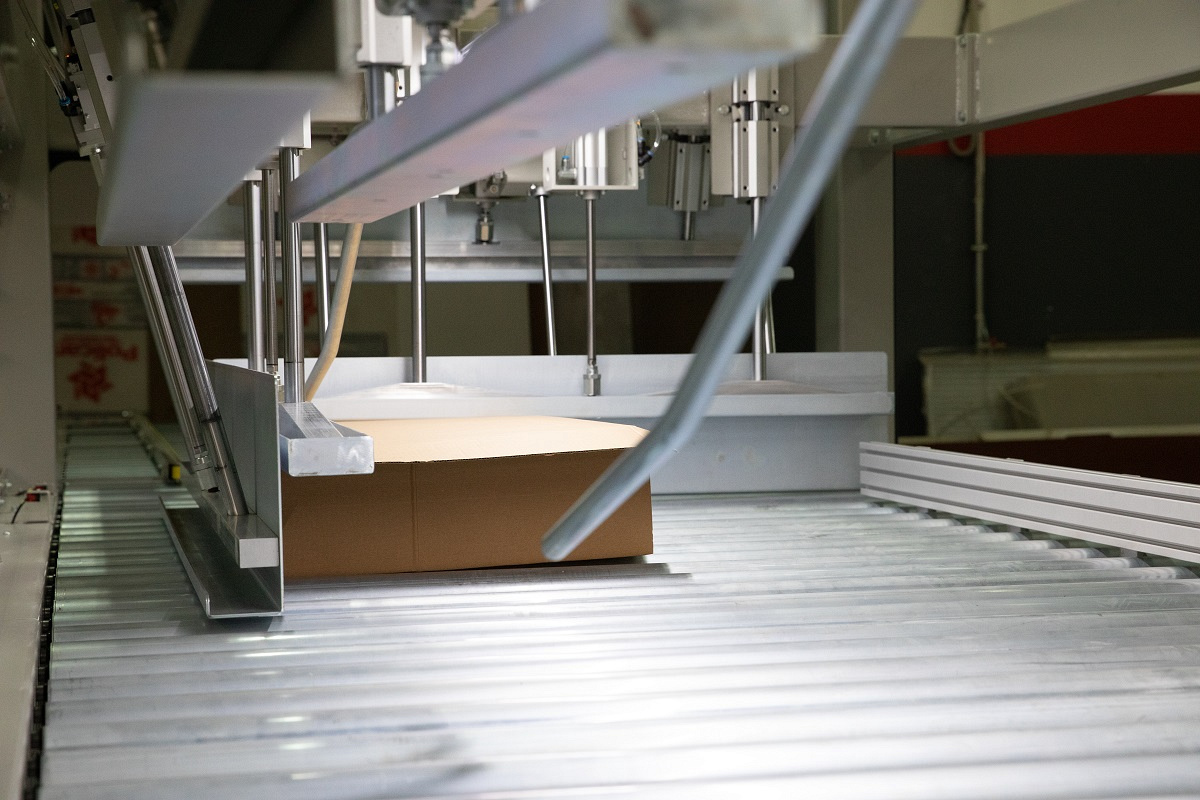
- Специальные прижимы для фиксации коробок;
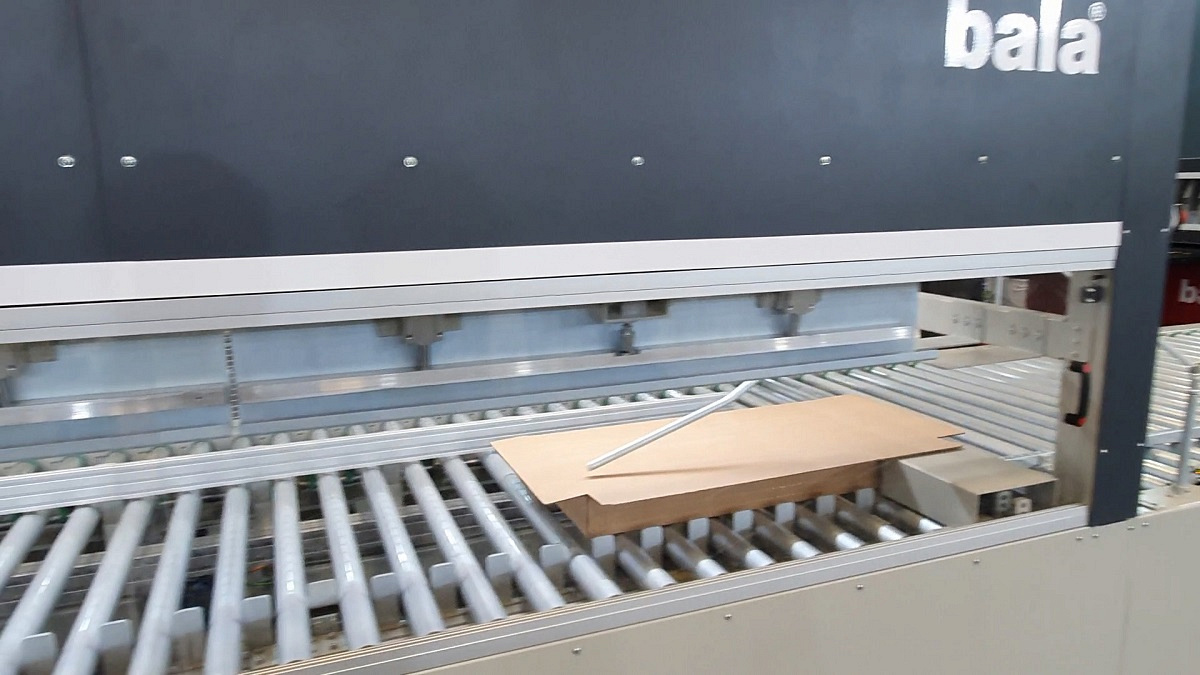
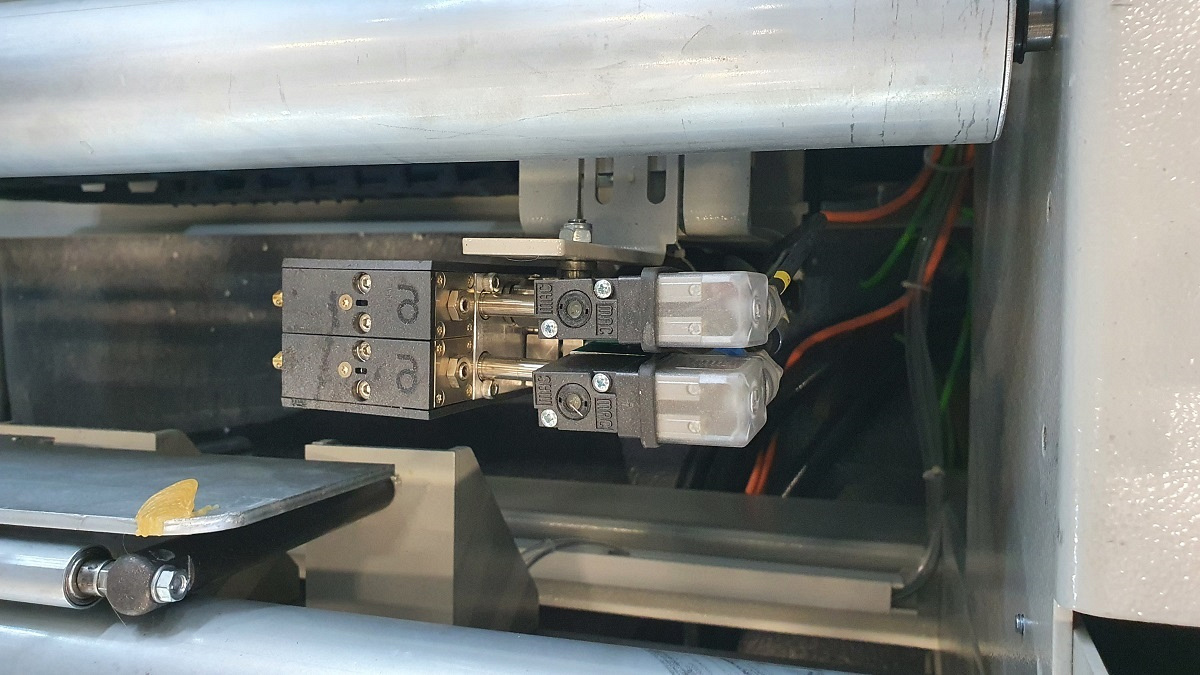
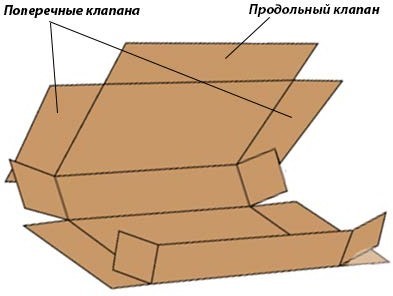
- Форсунки для нанесения клея вдоль коробки;
- Прижимы для приклеивания клапанов;
- Форсунки для нанесения клея поперек коробки;
- Датчики контроля перемещения коробки.

Осуществляет прижим коробки от смещения по трем сторонам, для ровного загиба клапанов и их приклеивания.
Система прижимов приводится в действие при помощи пневмоцилиндров по цилиндрическим направляющим.


Станция Robatech предназначена для плавления нереактивного клея в виде гранул или блоков и передачи клея-расплава к клеевым форсункам. Тщательно проработанная конструкция минимизирует потери тепла в процессе работы. Это обеспечивает существенную экономию электроэнергии.
Преимущества системы:
- Точная регулировка температуры;
- Интуитивно понятная система управления;
- Простота изучения и эксплуатации.

Имеют низкое энергопотребление, обеспечивают оптимальный расход клея и длительный период эксплуатации. Возможно нанесение в 1 или в 2 линии.

Автоматическая производственная линия Intelpack 410 предназначена для скоростного высококачественного запечатывания собранных картонных коробок.
Линия подходит для серийного и штучного производства, оптимально адаптируется к потребностям производства, может использоваться, как отдельно стоящий станок, так и в составе упаковочной линии.
Применяется на всех видах производств, где необходимо изготовление картонной упаковки.

-
 Запуск станковПодробнее
Запуск станковПодробнееОборудование наших брендов и других производителей
-
 Обучение персоналаПодробнее
Обучение персоналаПодробнееГотовим операторов станков: теория, демо-стенды, практика на реальных станках с изготовлением детали
-
 Ремонт оборудованияПодробнее
Ремонт оборудованияПодробнееДиагностика, телесервис и восстановление работоспособности в короткие сроки
-
 Подбор, поставка запчастей и маселПодробнее
Подбор, поставка запчастей и маселПодробнееПоставляем оригинальные комплектующие и подбираем масла под задачу
-
 Разработка технологииПодробнее
Разработка технологииПодробнееПроектируем техпроцесс под конкретное изделие и производство
-
 Подбор финансовых программПодробнее
Подбор финансовых программПодробнееЛьготный лизинг, отсрочка и рассрочка — оптимальные условия от 10+ банков