
Германия
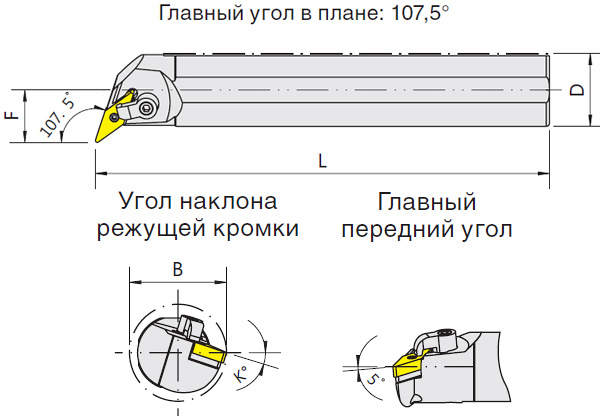
Пластина: VNMG
Крепление: комбинированный прижим
Главный угол в плане: 107,5°
Материал державки: сталь
Модель
B - диаметр отверстия, мм
D - диаметр хвостовика, мм
F - функциональная ширина, мм
Винт
Длина резца, L, мм
Ключ
Кронштейн
Пластина
Подкладная пластина
Угол наклона, K °
Шпилька
Артикул
Наличие
Артикул
Наличие
Заказать
—
—