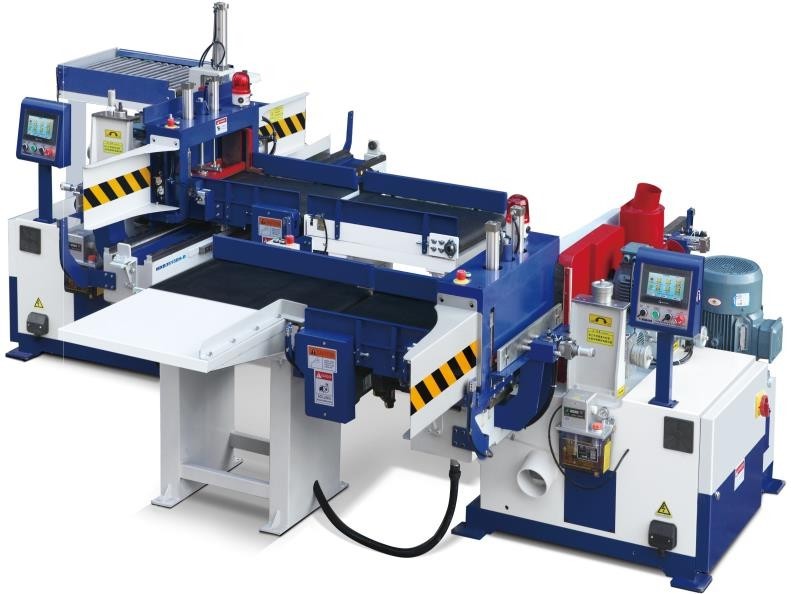
Полуавтоматическая линия сращивания Beaver 150/6D Standart
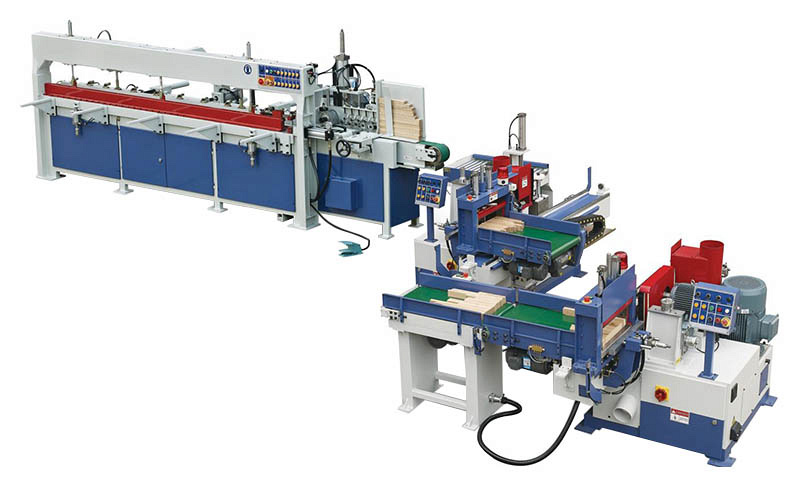


Макс. ширина пакета: 450 мм
Макс. длина плети: 6040 мм
Макс. сечение плети: 150 х 75 мм
- Двухпозиционная конструкция
- Бесступенчатая регулировка скорости подачи
- Регулировка усилия прессования
- Двухступенчатое позиционирование пакета заготовок исключает перекос заготовок перед подачей на рабочий стол
- Автоматическая подача заготовок
- Высокая производительность
- Возможность изготовления плети меньшей длины, чем максимальная длина прессования
- Увеличенный размер пакета заготовок до 450 мм
- Плавная регулировка подачи
- Ускоренный возврат рабочего стола
- Встроенное нанесение клея
- Высокая точность нарезания шипов
Полуавтоматическая линия сращивания древесины по длине модель Beaver 150/6D Standart применяется для сращивания короткомерных брусков и ламелей длиной от 150 мм до 850 мм на зубчатое клеевое соединение с торцовкой готовых заготовок в заданный размер. Максимальный размер срощенной заготовки – 6040 мм.
Полуавтоматическая линия сращивания Beaver 150/6D Standart применяется на предприятиях по производству клееного мебельного щита, клееного строительного бруса, клееного оконного бруса, дверей, детских кроваток, двутавровой балки, погонажных изделий: сращивание вагонки, имитации бруса, наличников, поручней, доски пола и других изделий, где необходимо получить сращѐнную заготовку заданного размера.



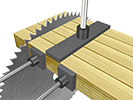 Торцовка пакета ламелей и формирование заплечиков
Торцовка пакета ламелей и формирование заплечиков  Фрезерование шипа и формирование заплечиков
Фрезерование шипа и формирование заплечиков  Нанесение клея на торец с шипами заготовок после второго такта фрезерования
Нанесение клея на торец с шипами заготовок после второго такта фрезерования  Стыковка заготовок с предварительным прессованием
Стыковка заготовок с предварительным прессованием 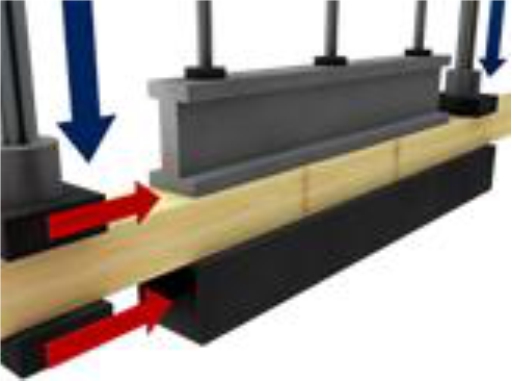 Основное прессование
Основное прессование  Торцевание заготовки
Торцевание заготовки  Выгрузка сращённой заготовки на приёмные лучи
Выгрузка сращённой заготовки на приёмные лучи Линия сращивания оснащена высокоскоростной автоматической шипорезной группой с шириной каретки 450 мм. По желанию заказчика линию можно оснастить шипорезной группой с серводвигателями. В зависимости от этого и параметров заготовок на линии можно достигать производительности от 3 до 5 циклов в минуту.
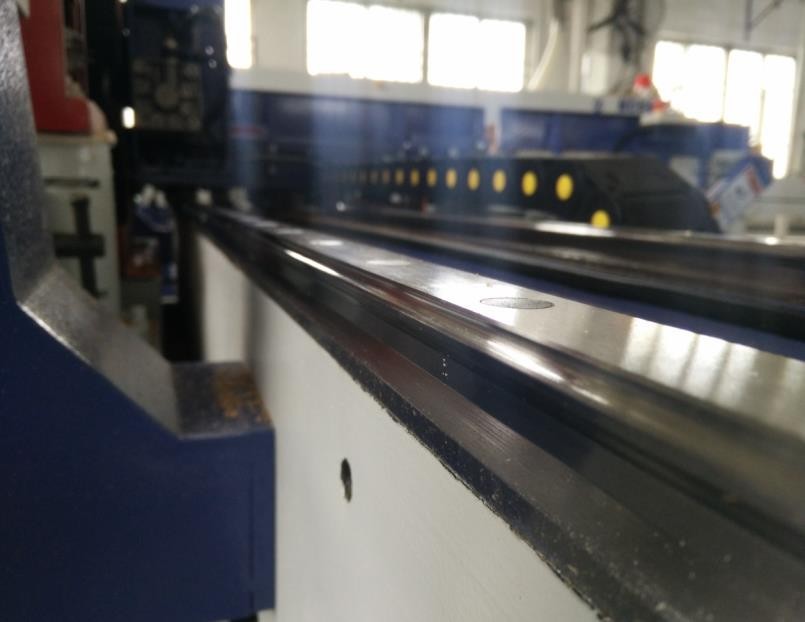
Перемещение каретки электромеханическое по зубчатой рейке Подача осуществляется с помощью элетродвигателя, по системе зубчатая рейка с шестерней, что позволяет увеличить скорость обработки пакета заготовок и исключает перекос стола.

За счет повышенной устойчивости и жесткости обеспечивают высокую точность перемещения каретки. Достигается высокая точность обработки и долговечность работы станка без потери точностных параметров.
Обеспечивает непрерывную работу шипорезных станков.

Автоматическая смазка узлов шипорезной группы.

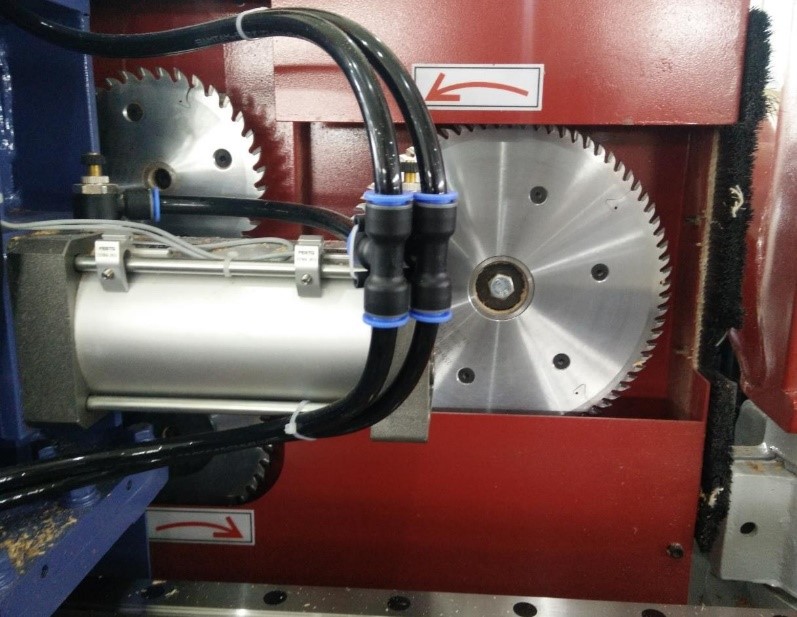
Позволяют формировать заплечики на заготовках, необходимые при дальнейшем их использовании в производстве мебельного клееного щита. Имеют независимые электродвигатели.
Массивная станина пресса прошедшая точную механическую обработку за 1 установ.
А также специальную термическую обработку для снятия внутренних напряжений металла. Станины станков BEAVER гарантируют жесткость, сохранение геометрических параметров на протяжении многих лет работы оборудования.
Усиленные боковые стойки и балка на позиции прессования, предназначенные для крепления гидроцилиндра и верхнего прижима, обеспечивают восприятие высокого усилия прессования без деформации пресса. Достигается долговечность эксплуатации пресса без потери точностных параметров.

На первой позиции рабочего стола осуществляется набор плети до жесткого упора с конечным выключателем. После торцовки в размер плеть передается на вторую позицию прессования, освобождая первую позицию для дальнейшего набора плети во время цикла опрессовки. Обеспечивается значительное сокращения общего цикла обработки загото- вок и повышение производительности пресса.

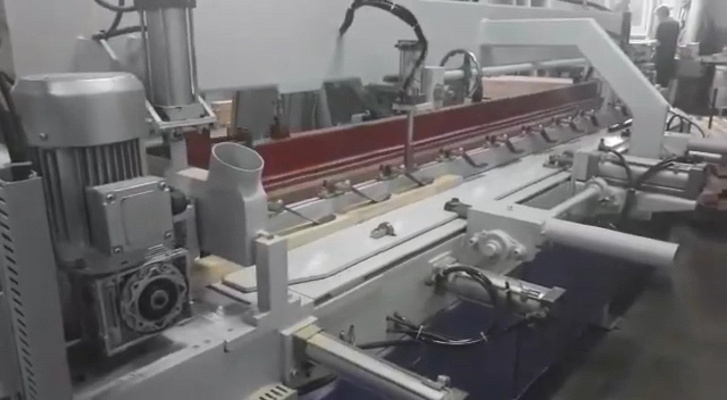
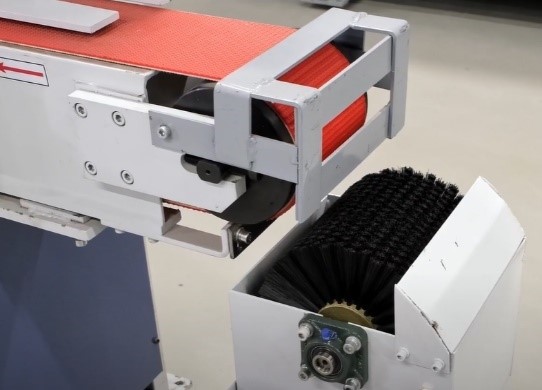
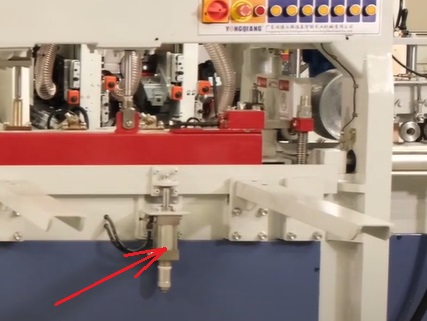
Приводная щетка устанавливается перед подающим ленточным конвейером и служит для непрерывной очистки конвейерной ленты от излишков клея от заготовок.
Осуществляет непрерывную подачу ламелей из магазина на первую позицию с помощью конвейерной ленты. Конвейер подачи оснащен перенастраиваемыми боковыми направляющими, обеспечивающими надежную ориентацию заготовок в процессе перемещения с большой скоростью.
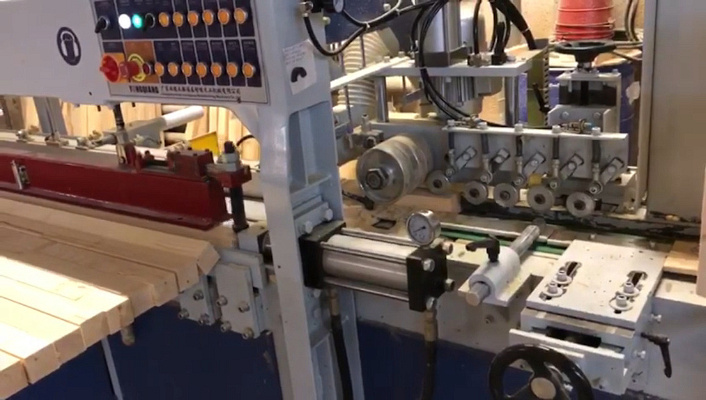
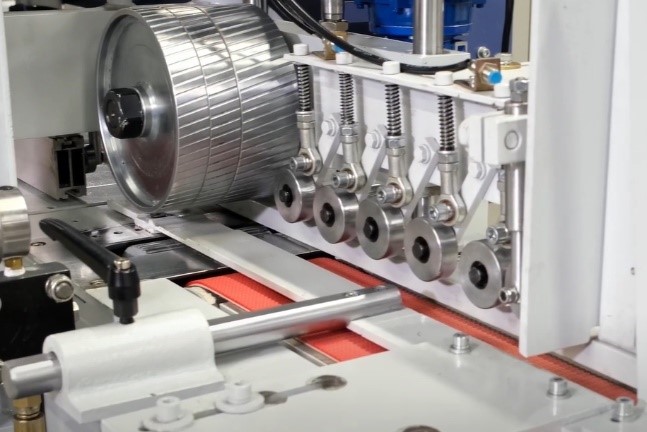
Подача ламелей с предварительным наживлением на минишип в пресс сращивания осуществляется с помощью приводных рифленых вальцов с пневматическим прижимом верхних вальцов. Обеспечивается беспрерывная подача и надежное формирование плети из ламелей с предварительным натягом, что гарантирует точную отрезку плети на заданный размер.
Зона набора плети ограничивается боковой базовой линейкой и ограничительной балкой, настраиваемой, в зависимости от ширины заготовок, с помощью маховика и реечной передачи. Подъем и опускание балки осуществляется пневмоцилиндрами.
На ограничительной балке имеются верхние прижимные плоские пружины. Обеспечивается более точное формирование плети по ширине и снижение припуска на дальнейшую обработку.

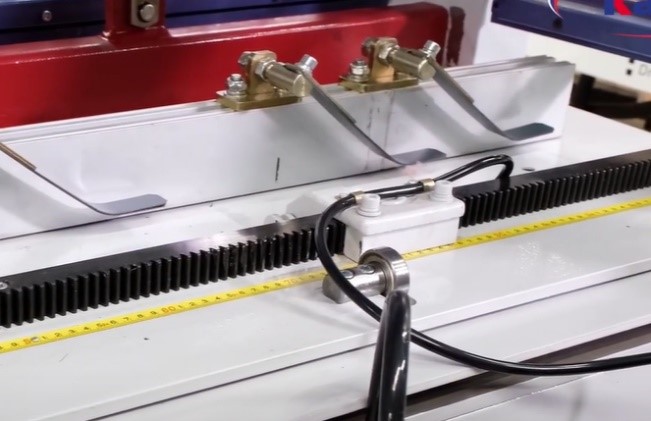
На зубчатой рейке регулируется положение перемещаемого упора с концевым выключателем. Срабатывание выключатель дает команду на прижим набранной плети и ее торцовку.
Ограждение пилы в зоне торцовки обеспечивает безопасность работы и выполняет функцию прижима набранной плети в процессе торцовки. Перемещение осуществляется с помощью пневмоцилиндра.

Торцовочная пила установлена на шпинделе с высокоточными подшипниками и приводом от электродвигателя через клиноременную передачу. Подача пилы для отрезки набранной плети в размер осуществляется пневмоцилиндром с регулировкой скорости перемещения.
Обеспечивается плавный подъем и ускоренный возврат узла в исходное положение, что сокращает время цикла на данной операции.

Перемещение набранной плети после торцовки в размер на позицию прессования осуществляется сталкивателем с приводом от пневмоцилиндров. Синхронизация движения линейки сталкивателя происходит с помощью реечной передачи.

Прижим, перемещенной в зону прессования плети, осуществляется боковой линейкой с помощью пневмоцилиндров по всей плоскости заготовки к выдвижному упору. Обеспечивается надежное базирование плети.

Прижим плети в зоне прессования сверху осуществляется мощной балкой с помощью пневмоцилиндров. Обеспечивается надежная фиксация плети по пласти в процессе прес- сования с достаточно большим усилием.
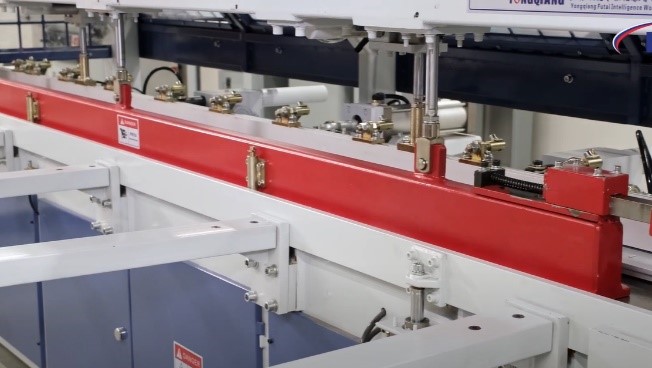
Сращивание плетей по длине осуществляется с помощью гидроцилиндра прессования. Обеспечивается передача необходимого усилия на заготовки с заданным удельным давлением, настраиваемым на гидростанции. Обеспечивается сращивание по длине на минишип.

За счет промежуточного выдвижного упора, расположенного на зубчатой рейке боковой базовой линейки в зоне набора, имеется возможность получать две сращенные плети различной длины с промежуточной торцовкой.

При выталкивании готовой плети из зоны прессования, боковая базирующая планка автоматически опускается при помощи 2 пневматических цилиндров.
Готовая плеть выталкивается на приемные устанавливаемые столы.

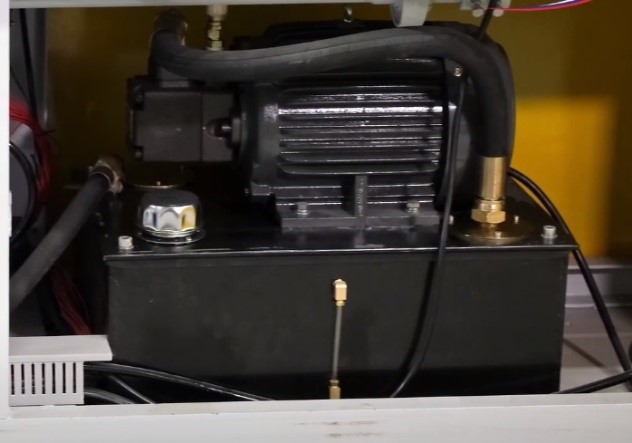
Удобно встроенная в станину гидростанция с аппаратурой управления и регулирования обеспечивает надежную работу пресса и удобство его транспортирования и монтажа.
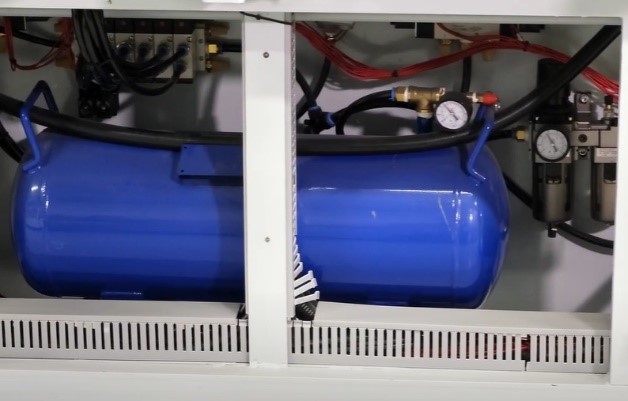
Также встроен в станину. Оснащен ресивером.
Эргономичный пульт управления, расположенный в зоне работы оператора, обеспечивает удобство наладки и управления работой пресса.
