Пятиосевые обрабатывающие центры с ЧПУ Houfek FENIX H15 и FENIX H20





Зона обработки по X / Y / Z до:
10 000 x 2000 x 1100 мм
Шпиндель: 12 - 30 кВт, 24 000 об/мин
Вспомогательный (черновой) шпиндель: 12 кВт, 24 000 об/мин
Макс. скорость по X / Y / Z:
50 / 50 / 35 м/мин
Точность позиционирования X / Y / Z:
0,02 мм/м
Ход по осям B/С: ±110° / ±400°
Вес: 13 000; 15 000 кг
- Портал на 4-х опорах: ограничение зоны обработки, удаление пыли и стружки
- Дополнительный шпиндель для черновой обработки на более высоких скоростях
- Цифровая система ЧПУ SIEMENS / FANUC
- Серводвигатели SIEMENS
- Линейные энкодеры для максимальной точности ± 0,02 мм/м
- Многопозиционный аспирационный кожух - эффективное пылеудаление
- Высота обработки до 1000 мм
НАЗНАЧЕНИЕ:
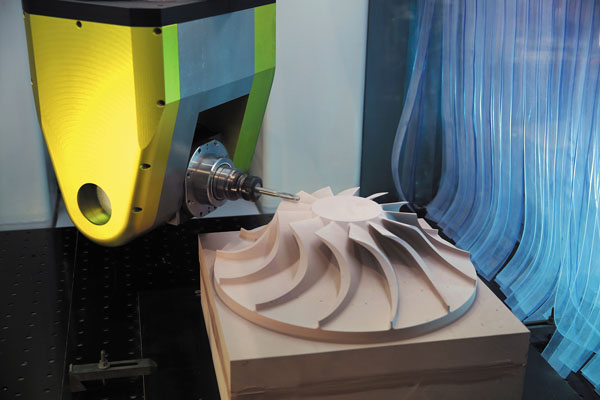
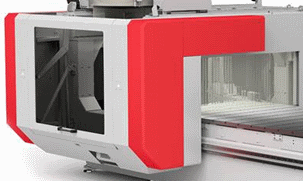
Пятиосевой обрабатывающий центр HOUFEK «FENIX» - профессиональный обрабатывающий центр с ЧПУ для изготовления крупногабаритных прототипов, моделей, формообразующей технологической оснастки, а также обработки композиционных материалов, пластиков. Имеются модификации станка для производства лестниц и элементов декора. Отличительной особенностью данного оборудования является пространственная конструкция портала, позволяющая ограничить зону обработки и реализовать эффективное удаление пыли и стружки из зоны резания. При этом сохранены удобство загрузки / выгрузки заготовок и деталей. Станок обладает отличным сочетанием высокой точности и производительности. Большой выбор зон обработки.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Пятиосевой обрабатывающий центр HOUFEK «FENIX» предназначен для плоскостной и профильной обработки фрезерованием и сверлением. Активно применяется в различных сферах механообработки, в частности для изготовления моделей из модельных пластиков, углепластика, сотовых наполнителей, пенополистирола, МДФ, фанеры, древесины, композитных материалов, где необходима точная и продуктивная обработка. Модульная конструкция станка позволяет компоновать его под конкретные задачи и различные типы производства. Его универсальность, оптимальные технические параметры и широкий спектр опций и делают возможным покрыть очень широкий диапазон производственных потребностей, а станок можно очень быстро настроить под различные типы изделий.
| ЛИТЕЙНАЯ ПРОМЫШЛЕННОСТЬ | АВИАСТРОЕНИЕ |
| АВТОМОБИЛЕСТРОЕНИЕ | СУДОСТРОЕНИЕ |
| ОБОРОННАЯ | НЕФТЕГАЗОВАЯ и НЕФТЕПЕРЕРАБАТЫВАЮЩАЯ ПРОМЫШЛЕННОСТЬ |






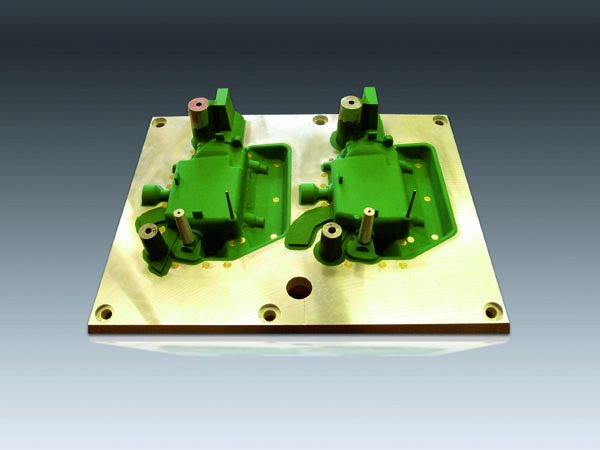
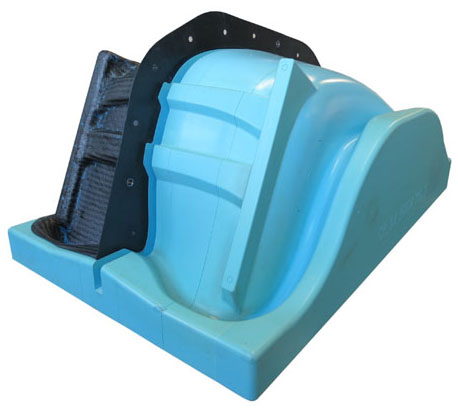
ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ:

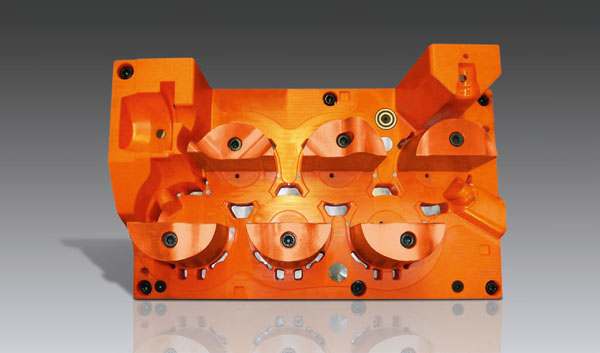
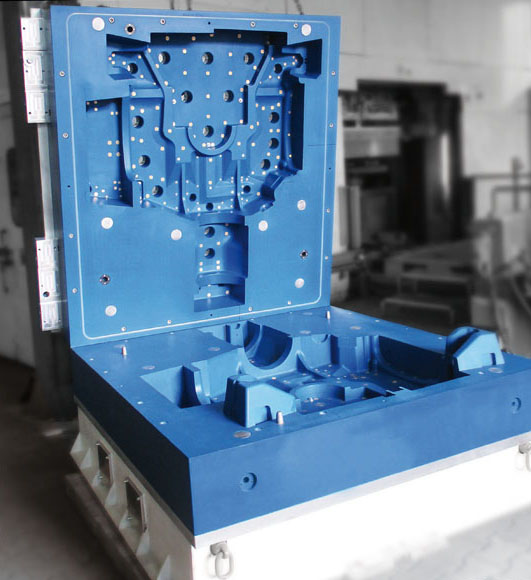
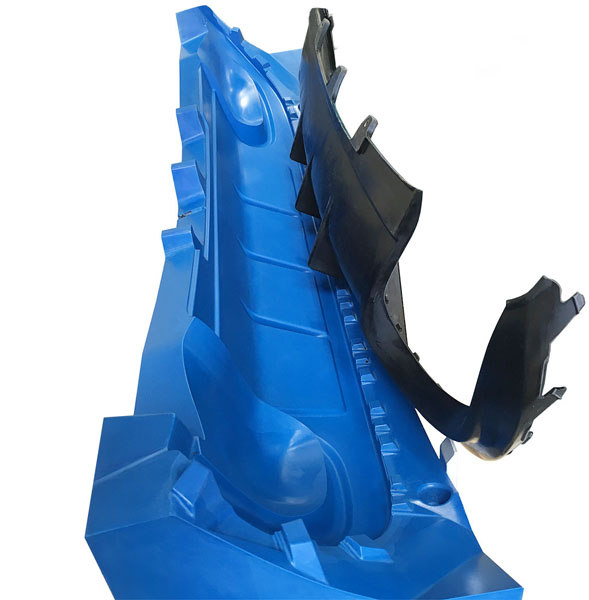
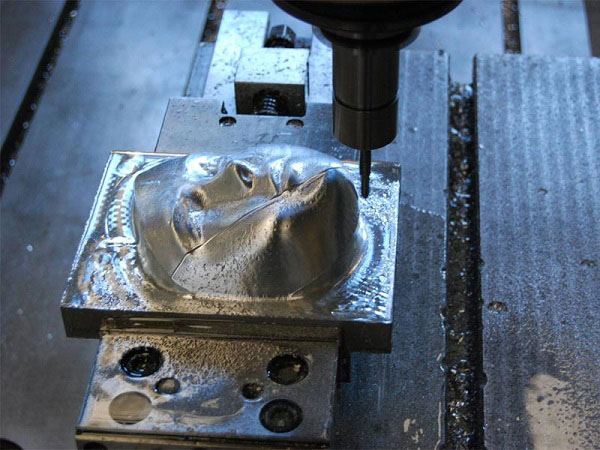
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
 | СТАНИНА СТАНКА Представляет собой сварную стальную конструкцию с множеством ребер жесткости, прошедшую отпуск или вибрационную обработку для снятия остаточных напряжений. Основные элементы станины заполнены виброгасящим бетоном. Обработка базовых поверхностей производится на 5-ти координатном портальном металлообрабатывающем центре с ЧПУ (собственное производство) за 1 установ и гарантируют стабильность конструкции и точность станка в целом. |
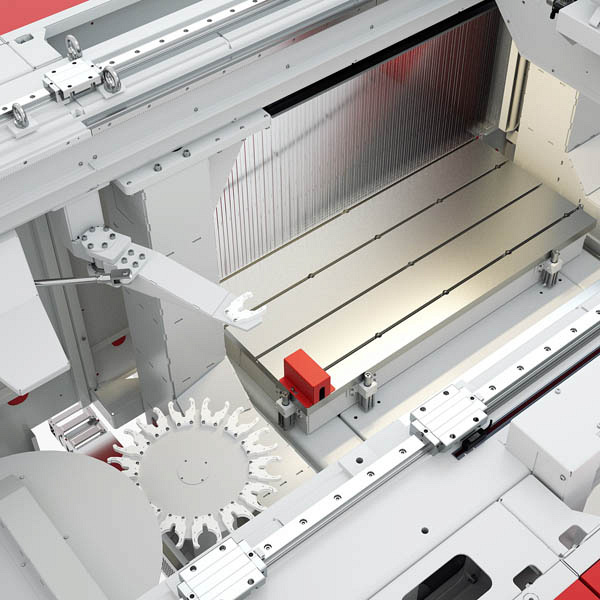
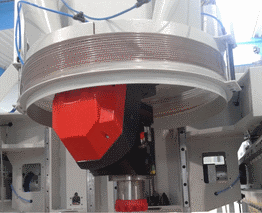
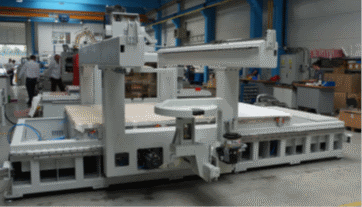 | ПОРТАЛ Характерной чертой является пространственная «кубическая» конструкция портала. Данное решение позволяет обеспечить хорошую жесткость и, с использованием аспирационного кожуха, реализовать удаление стружки и пыли из зоны обработки, ограниченной порталом. |
 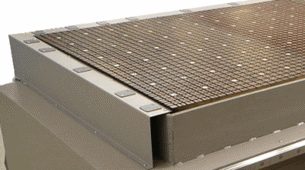  | РАБОЧИЙ СТОЛ МОЖЕТ БЫТЬ ВЫПОЛНЕН В 3-Х ВАРИАНТАХ - рабочий стол из гетинакса с сеткой крепежных отверстий M12 для фиксации зажимной оснастки. Размер стола 3000 – 10 000 х 1500 мм. Шаг сетки отверстий М12: 200 х 200 мм. Благодаря управляемым входам/выходам сжатого воздуха и вакуума (опция) и использованию соответствующей зажимной и упорной оснастки на станке могут быть оборудованы базы для установки и фиксации деталей; - растровый рабочий стол с подготовкой к подключению вакуумного насоса. Размер стола 3000 х 1500 мм. Растр 50 х 50 мм. Шаг сетки отверстий для подачи вакуума: 150 х 150 мм. Шаг сетки отверстий М12: 200 х 200 мм. Данный тип стола позволяет также производить раскрой и обработку плитных материалов, таких как МДФ, ДСП и т.д. - стальной рабочий стол с T-пазами. Размером 3000 - 10000 x 1500 мм с классическом зажимным T-пазом. Размер Т-пазов 12 мм с шагом 200 мм. Обрабатываемый материал можно зажать при помощи механических зажимов и T-гаек с резьбой M10. Доступно использование тисков и другой стандартной станочной оснастки. |
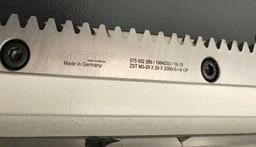  | ТРАНСМИССИЯ Перемещение по оси Z реализовано шарико-винтовой парой. Перемещения по осям X, Y обеспечиваются косозубой шлифованной рейкой-шестерней. Это решение позволяет сохранить хорошую точность и обеспечить отличную динамику (до 70 м/мин). Кроме того тип передачи шестерня-рейка не восприимчив к воздействию пыли и стружки. Для данных задач и перемещений (2 м и более) тип шестерня-рейка является оптимальным. |
 | ОБРАБАТЫВАЮЩАЯ ГОЛОВКА HOUFEK ВИЛОЧНОГО ТИПА С возможностью использования электрошпинделей мощностью до 18 кВт. |
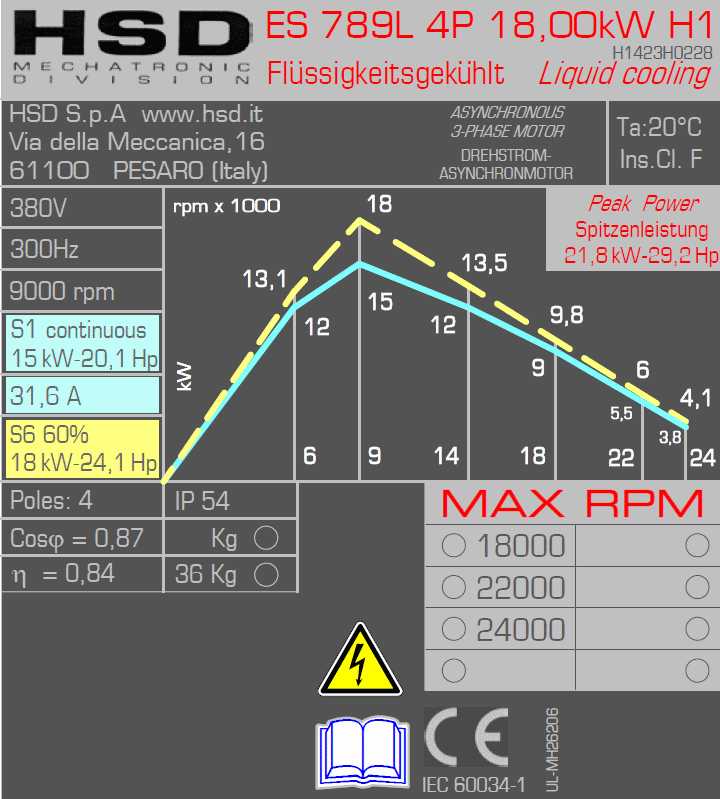 | ЭЛЕКТРОШПИНДЕЛЬ МОЩНОСТЬЮ ОТ 12 ДО 18 КВТ 0 - 24 000 ОБ/МИН С принудительным жидкостным охлаждением и пневматическим освобождением инструмента, оснащен специализированными высокооборотистыми износостойкими необслуживаемыми керамическими подшипниками. Опционально шпиндель может быть укомплектован датчиком позиции для автоматической нарезки резьбы. |
 | ДОПОЛНИТЕЛЬНЫЙ ШПИНДЕЛЬ ДЛЯ 3-Х ОСЕВОЙ ОБРАБОТКИ На станок FENIX возможно установить одновременно с головой для 5-осевой обработки дополнительный шпиндель с автоматической сменой инструмента. Он позволит проводить черновую обработку на более высоких скоростях, за счет большей жесткости. Это позволит освободить голову для 5-осевой обработки от таких нагрузок и существенно продлить её срок службы. |
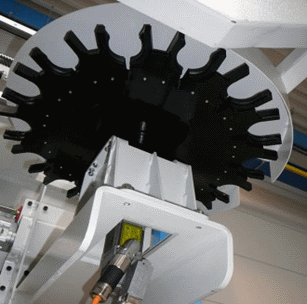 | СМЕНА ИНСТРУМЕНТОВ В ЭЛЕКТРОШПИНДЕЛЕ Общее число позиций составит от 7 до 21 позиций. Автоматическая смена инструмента применяется при сложной высокотехнологической обработке, где требуется постоянная смена инструмента. Также автоматическая смена инструмента позволяет значительно сократить ошибки оператора («человеческий фактор»), особенно при работе с дорогостоящими материалами во время длительных и ответственных работ. |
 | СИСТЕМЫ ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ Для обеспечения максимальной производительности и функционала, на станках FENIX устанавливаются полностью цифровые системы ЧПУ:
|
 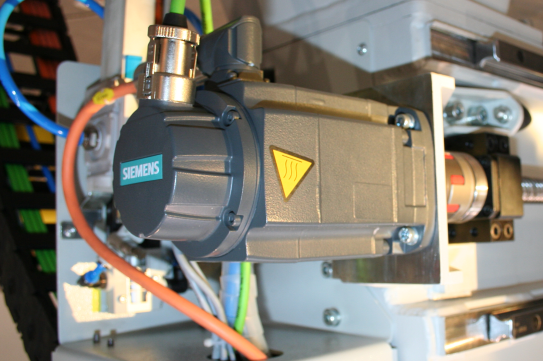 | ДВИГАТЕЛИ ПЕРЕМЕЩЕНИЯ В конструкции станков HOUFEK используются только высококачественные серводвигатели FANUC (Япония) либо SIEMENS (Германия). Синхронизированные сервоприводы по оси Х (2 шт.) Синхронизированные сервоприводы по оси Y (2 шт.). |
 | ГЛАВНЫЙ ОПЕРАТОРСКИЙ ПУЛЬТ ДЛЯ ПРОСТОГО, УДОБНОГО И БЫСТРОГО УПРАВЛЕНИЯ Пульт управления станка с кнопкой аварийной остановки и ручной электронный маховик. |
 | ТОЧНОСТНЫЕ ПОКАЗАТЕЛИ Система прямого измерения встроена непосредственно в линейные направляющие. Нанесенные лазером метки по всей длине направляющих считывает дополнительный энкодер при движении. Далее специальная электронная система переработает сигнал и передает его системе управления. Прямое измерение ротационных осей снабжено оптическими датчиками. Датчики устанавливаются непосредственно на выходных валах. Благодаря этому достигается точность до 0,02 мм. |
 | ИНСТРУМЕНТАЛЬНЫЙ ЗОНД TS27R
|
 | ИЗМЕРИТЕЛЬНЫЙ ЗОНД ДЛЯ ЗАГОТОВОК RENISHAW RMP 40 |
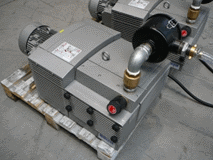 | ВАКУУМНЫЙ НАСОС BECKER
|
 | ИНТЕГРИРОВАННАЯ СИСТЕМА ПОДАЧИ МАСЛЯНОГО ТУМАНА Для обдувания инструмента масляным туманом при обработке алюминиевых сплавов, пластмассы и композитных материалов. |
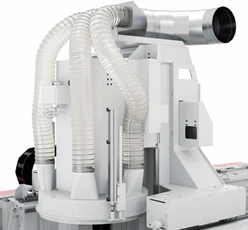 | ПОДГОТОВКА К ПОДКЛЮЧЕНИЮ СИСТЕМЫ АСПИРАЦИИ Особенностью станка FENIX является возможность эффективного пылеудаления. Конструкцией станка предусмотрены установка многопозиционного кожуха и система его подключения к системе аспирации. |
 | МНОГОПОЗИЦИОННЫЙ АСПИРАЦИОННЫЙ КОЖУХ При разработке конструкции станка FENIX изначально стаяло условие – максимально эффективного пылеудаления из зоны резания, что является крайне непростой задачей при 5-ти осевой обработке. Сложность заключается в максимальном ограничении довольно большой рабочей области обрабатывающей головки. Данное конструктивное решение является наиболее эффективным. |
 | АВТОМАТИЧЕСКАЯ ЦЕНТРАЛИЗОВАННАЯ СИСТЕМА СМАЗКИ Обеспечивает смазку всех линейных направляющих станка, а также элементов трансмиссии путем обдува шестерен распыленным маслом. Интенсивность смазки регулируется системой ЧПУ в зависимости от пройденного пути по осям. |
 | БЕЗОПАСНОСТЬ Для безопасной эксплуатации станка «FENIX», его портал оборудован защитными бамперами красного цвета. Бамперы наполнены вспененным материалом и оснащены контактными датчиками, определяющими столкновение. Встречая преграду, станок немедленно выходит в аварийный останов. В комплект поставки входит периметральное ограждение с замками безопасности. Оборудование соответствует нормативам безопасности ЕС и имеет сертификат соответствия РФ. |
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ:
| 5-ТИ ОСЕВАЯ ОБРАБАТЫВАЮЩАЯ ГОЛОВКА С ИНТЕГРИРОВАННЫМ ЭЛЕКТРОШПИНДЕЛЕМ 12 КВТ; 0 - 24 000 ОБ/МИН, ПНЕВМАТИЧЕСКОЕ ОСВОБОЖДЕНИЕ ИНСТРУМЕНТА, КЕРАМИЧЕСКИЕ ПОДШИПНИКИ, КОНУС HSK F63 |
| СИСТЕМА ЧПУ FANUC |
| CЕРВОДВИГАТЕЛИ FANUC (ЯПОНИЯ) |
| НАПРАВЛЯЮЩИЕ КАЧЕНИЯ ПО ОСЯМ X, Y, Z BOSCH REXROTH (ГЕРМАНИЯ) |
| РАБОЧИЙ СТОЛ ИЗ УПРОЧЕННОГО ГЕТИНАКСА С ОТВЕРСТИЯМИ М12 (ШАГ 200 ММ) |
| ЖИДКОСТНАЯ СИСТЕМА ОХЛАЖДЕНИЯ ШПИНДЕЛЯ |
| СИСТЕМА АВТОМАТИЧЕСКОЙ СМАЗКИ |
| ТРЕХЦВЕТНАЯ СИГНАЛЬНАЯ ЛАМПА |
| КАБИНЕТНАЯ ЗАЩИТА ЗОНЫ ОБРАБОТКИ |
| ИНСТРУМЕНТАЛЬНЫЙ МАГАЗИН НА 7 ПОЗИЦИЙ |
| ПУЛЬТ РУЧНОГО УПРАВЛЕНИЯ |
| ДАТЧИК ИЗМЕРЕНИЯ ДЛИНЫ И РАДИУСА ИНСТРУМЕНТА TS27R |
| ЗИП НА ОДИН ГОД ЭКСПЛУАТАЦИИ |
| 3D-МОДЕЛЬ СТАНКА ДЛЯ МОДУЛЯ ВИЗУАЛИЗАЦИИ |
| КОНДИЦИОНЕР ЭЛЕКТРОШКАФА |
| ПОДГОТОВКА К ПОДКЛЮЧЕНИЮ СИСТЕМЫ АСПИРАЦИИ |
| МНОГОПОЗИЦИОННЫЙ АСПИРАЦИОННЫЙ КОЖУХ |
| ПЫЛЕВЛАГОЗАЩИТА КОМПОНЕНТОВ IP65 |
ДОПОЛНИТЕЛЬНАЯ КОМПЛЕКТАЦИЯ:
| 5-ТИ ОСЕВАЯ ОБРАБАТЫВАЮЩАЯ ГОЛОВКА С ИНТЕГРИРОВАННЫМ ЭЛЕКТРОШПИНДЕЛЕМ 16,2 КВТ; 0 - 24 000 ОБ/МИН, ПНЕВМАТИЧЕСКОЕ ОСВОБОЖДЕНИЕ ИНСТРУМЕНТА, КЕРАМИЧЕСКИЕ ПОДШИПНИКИ, КОНУС HSK F63 |
| 5-ТИ ОСЕВАЯ ОБРАБАТЫВАЮЩАЯ ГОЛОВКА С ИНТЕГРИРОВАННЫМ ЭЛЕКТРОШПИНДЕЛЕМ 18 КВТ; 0 - 24 000 ОБ/МИН, ПНЕВМАТИЧЕСКОЕ ОСВОБОЖДЕНИЕ ИНСТРУМЕНТА, КЕРАМИЧЕСКИЕ ПОДШИПНИКИ, КОНУС HSK F63 |
| ДОПОЛНИТЕЛЬНЫЙ ШПИНДЕЛЬ ДЛЯ 3-Х ОСЕВОЙ ОБРАБОТКИ 12 КВТ; 0 - 24 000 ОБ/МИН, ПНЕВМАТИЧЕСКОЕ ОСВОБОЖДЕНИЕ ИНСТРУМЕНТА, КЕРАМИЧЕСКИЕ ПОДШИПНИКИ, КОНУС HSK F63 |
| СТАЛЬНОЙ РАБОЧИЙ СТОЛ С T-ПАЗАМИ С КЛАССИЧЕСКОМ ЗАЖИМНЫМ T-ПАЗОМ Размер т-пазов 12 мм с шагом 200 мм. Обрабатываемый материал можно зажать при помощи механических зажимов и t-гаек с резьбой m10. Доступно использование тисков и другой стандартной станочной оснастки. |
| ЗАЩИТНЫЕ БАМПЕРЫ НА ЗАДНЕЙ СТОРОНЕ КАБИНЫ Наполнены вспененным материалом и оснащены контактными датчиками, определяющими столкновение. |
| RMP 40 КОММУТАЦИОННЫЙ БЕСПРОВОДНЫЙ КОНТАКТНЫЙ ЗОНД Для установления и измерения обрабатываемых деталей. |
| УВЕЛИЧЕНИЕ ЗОНЫ ОБРАБОТКИ ПО ОСИ X НА 1000 ММ (МАКС. ДО 10 000 ММ) |
| УВЕЛИЧЕНИЕ ХОДА ПО ОСИ Z ДО 1100 ММ |
| ЛИНЕЙНЫЕ ЭНКОДЕРЫ ПО ОСЯМ X, Y, Z |
| ЭНКОДЕРЫ ПО ОСЯМ B,C |
| СИСТЕМА УПРАВЛЕНИЯ SIEMENS SINUMERIK 840D SL |
| СЕРВОДВИГАТЕЛИ SIEMENS (ГЕРМАНИЯ) |
| СМАЗОЧНЫЙ АГРЕГАТ ДЛЯ ОБДУВАНИЯ ИНСТРУМЕНТА МАСЛЯНЫМ ТУМАНОМ |
| ВАКУУМНЫЙ СТОЛ С РАСТРОМ - РАБОЧАЯ ПЛИТА ГЕТИНАКС С ИНТЕГРИРОВАННЫМ РАСПРЕДЕЛЕНИЕМ ВАКУУМА |
| РАБОЧИЙ СТОЛ ИЗ АЛЮМИНИЯ С ВАКУУМНЫМ ПРИЖИМОМ |
| ВАКУУМНЫЙ НАСОС 150 М³/ЧАС |
| ВАКУУМНЫЙ НАСОС 250 М³/ЧАС |
| ПЫЛЕЗАЩИЩЕННЫЙ КОНДИЦИОНИРУЕМЫЙ ЭЛЕКТРОШКАФ |
| ЗАКРЫТИЕ ЛИНЕЙНЫХ НАПРАВЛЯЮЩИХ ПО ОСЯМ X, Y |
| ЭНКОДЕР ШПИНДЕЛЯ ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ (РЕЗЬБОВОЙ ЦИКЛ) |
| МАГАЗИН ИНСТРУМЕНТА РЕВОЛЬВЕРНОГО ТИПА НА 14 ПОЗИЦИЙ |
| МАГАЗИН ИНСТРУМЕНТА РЕВОЛЬВЕРНОГО ТИПА НА 21 ПОЗИЦИЮ |
| ПЫЛЕУЛАВЛИВАЮЩИЙ АГРЕГАТ |