



























































Фрезерные станки с ЧПУ Beaver 25AVLT8-Z600 и 25AVLT8-Z600L













Цена по запросу
Стоимость ШМР: от 90 000 ₽

Зона обработки, мм:
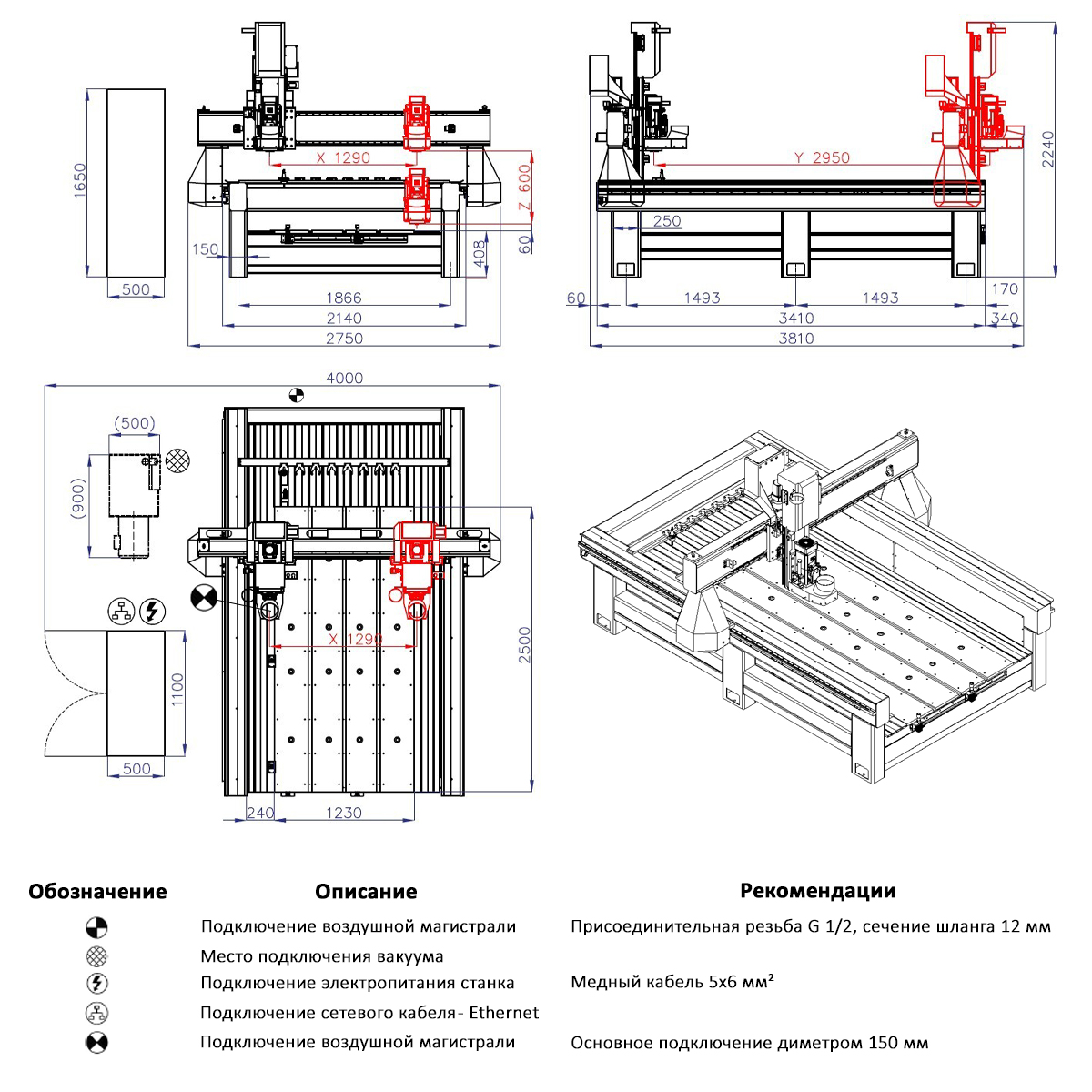
X - 1230, Y - 2500, Z - 600
Шпиндель: 9,5; 15 кВт
Частота вращения: 0 - 24 000 об/мин
Смена инструмента: автоматическая
Вес: 2200 кг
Преимущества
- Тип патрона HSK-63
- Тип цанги ER40
- Система управления SYNTEC
- Планетарные редукторы Shimpo
О товаре
Характеристики
Артикул(ы):
| «X», мм | 1230 |
| «Y», мм | 2500 |
| «Z», мм | 600 |
| Размеры вакуумного стола, мм | 1230 x 2500 |
| Размер зоны обработки, мм | 1260 x 2500 |
Все характеристики
Модель
«X», мм
1230
1230
«Y», мм
2500
2500
«Z», мм
600
600
Размеры вакуумного стола, мм
1230 x 2500
1230 x 2500
Размер зоны обработки, мм
1260 x 2500
1260 x 2500
Перемещение по оси Z, мм
600
600
Тип рабочего стола
Комбинированный (вакуумный + Т-пазы)
Комбинированный (вакуумный + Т-пазы)
Мощность шпинделя, кВт
9,5
15
Частота вращения шпинделя, об/мин
0 - 24 000
0 - 24 000
Тип охлаждения шпинделя
Воздушное
Жидкостное
Тип инструментального патрона
HSK-63
HSK-63
Тип цанги
ER40
ER40
Макс. посадочный диаметр инструмента, мм
26
26
Тип смены инструмента
Автоматическая
Автоматическая
Количество мест в магазине, шт.
8
8
Тип передачи по осям X, Y
Шестерня, косозубая рейка
Шестерня, косозубая рейка
Тип передачи по оси Z
ШВП
ШВП
Скорость рабочего хода, м/мин
0 - 25*
0 - 25*
Скорость холостого хода, м/мин
0 - 45
0 - 45
Тип электродвигателей
Серводвигатели
Серводвигатели
Размеры рабочего стола, мм
1230 x 2500
1230 x 2500
Система ЧПУ
SYNTEC
SYNTEC
Размеры рабочего стола, мм
1230 x 2500
1230 x 2500
Скорость подачи, м/мин
0 - 25
0 - 25
Тип датчика калибровки инструмента
Автоматический
Автоматический
Общая мощность, кВт
14
20
Диаметр патрубка аспирации, мм
150
150
Рабочее давление в пневмосистеме, атм
8
8
Расход сжатого воздуха, л/мин
300
300
Напряжение, В
380
380
Частота тока, Гц
50
50
Длина, мм
3900
3900
Ширина, мм
2270
2270
Высота, мм
1930
1930
Вес, кг
2200
2200
* данное значение зависит от множества факторов, таких как обрабатываемый материал, инструмент, глубина фрезерования и т.д.
Габаритная схема станка
Карта запусков станков
Запущено станков:
Сервис и технологии
-
 Запуск станковПодробнее
Запуск станковПодробнееОборудование наших брендов и других производителей
-
 Обучение персоналаПодробнее
Обучение персоналаПодробнееГотовим операторов станков: теория, демо-стенды, практика на реальных станках с изготовлением детали
-
 Ремонт оборудованияПодробнее
Ремонт оборудованияПодробнееДиагностика, телесервис и восстановление работоспособности в короткие сроки
-
 Подбор, поставка запчастей и маселПодробнее
Подбор, поставка запчастей и маселПодробнееПоставляем оригинальные комплектующие и подбираем масла под задачу
-
 Разработка технологииПодробнее
Разработка технологииПодробнееПроектируем техпроцесс под конкретное изделие и производство
-
 Подбор финансовых программПодробнее
Подбор финансовых программПодробнееЛьготный лизинг, отсрочка и рассрочка — оптимальные условия от 10+ банков
Отзывы о Фрезерные станки с ЧПУ Beaver 25AVLT8-Z600 и 25AVLT8-Z600L