Кромкооблицовочный станок OZGENC MAKINA Doorband 6500 под четверть Doorband 6500








Турция
-
Мощность13,5 кВт
-
Макс. размеры заготовки3000 мм
-
Вес2400 кг
Модель
Doorband 6500
Мощность, кВт
13,5
Мин. размеры заготовки, мм
400
Макс. размеры заготовки, мм
3000
Мин. толщина дверного полотна, мм
8
Макс. толщина дверного полотна, мм
60
Толщина кромки при кромлении с четвертью, мм
0,4 - 0,5
Макс. толщина кромки при кромлении прямого торца, мм
2
Скорость фрезерования, м/мин
8 - 12
Частота, Гц
50
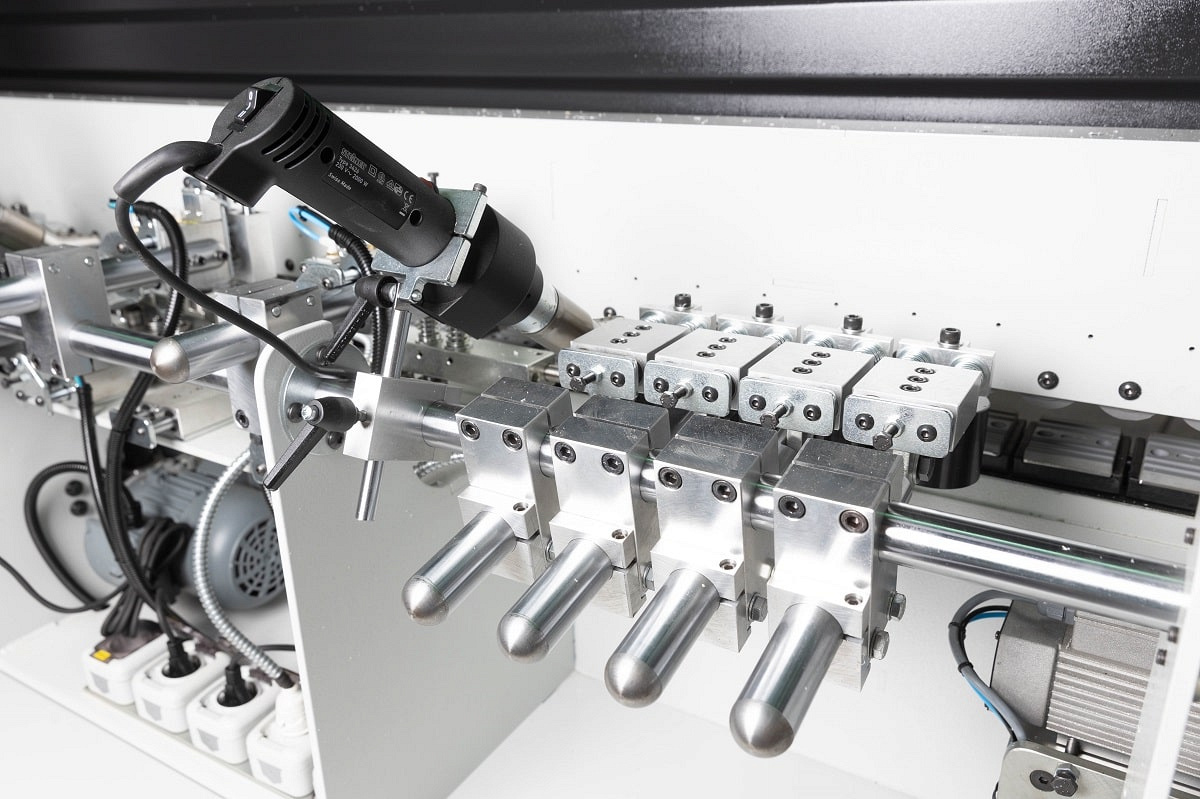
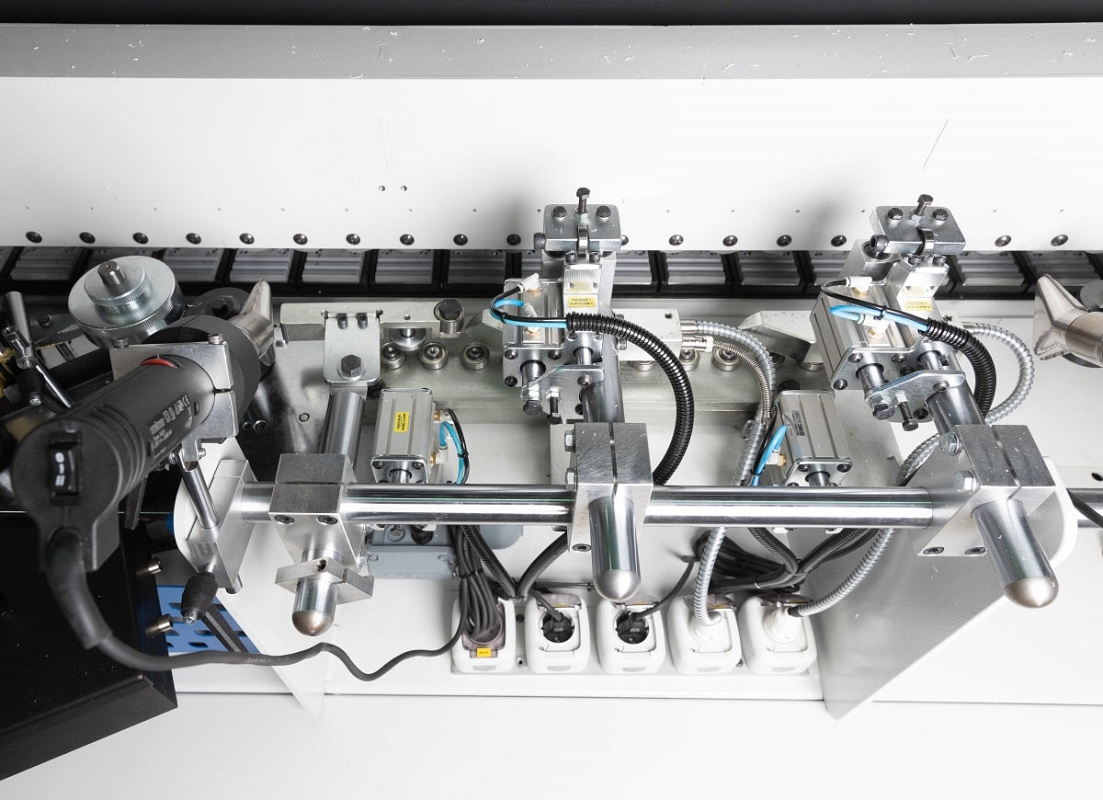
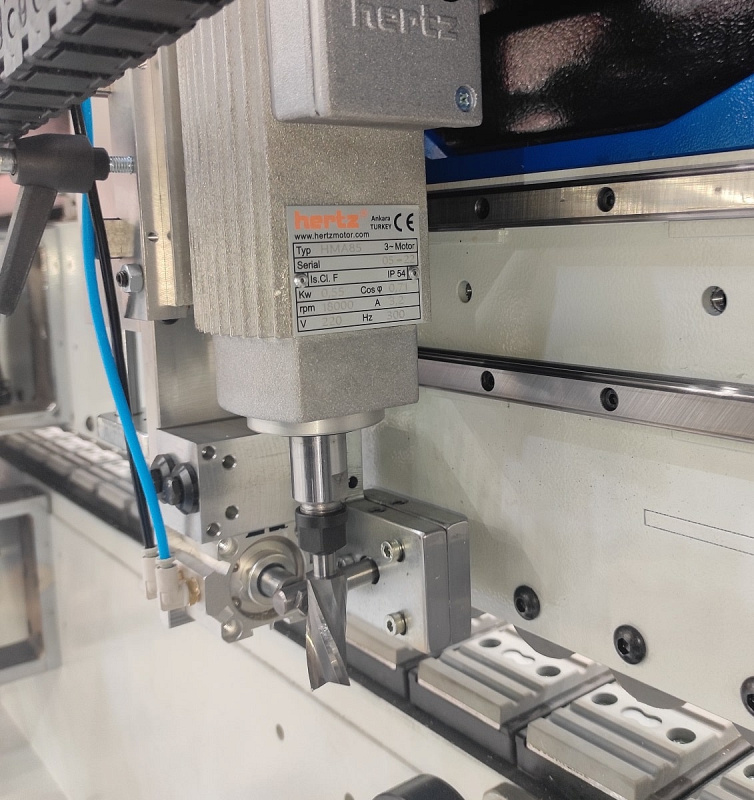
Узел торцовки, кВт
0,37 х 2; 12 000 об\мин
Узел торцовки (четверть), кВт
0,55 х 2; 12 000 об\мин
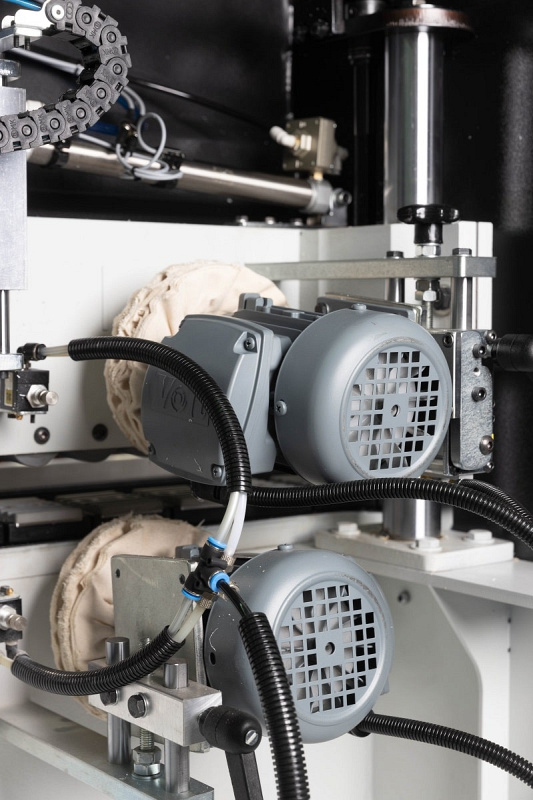
Узел снятия свесов, кВт
0,37 х 4; 18 000 об\мин
Напряжение, В
380
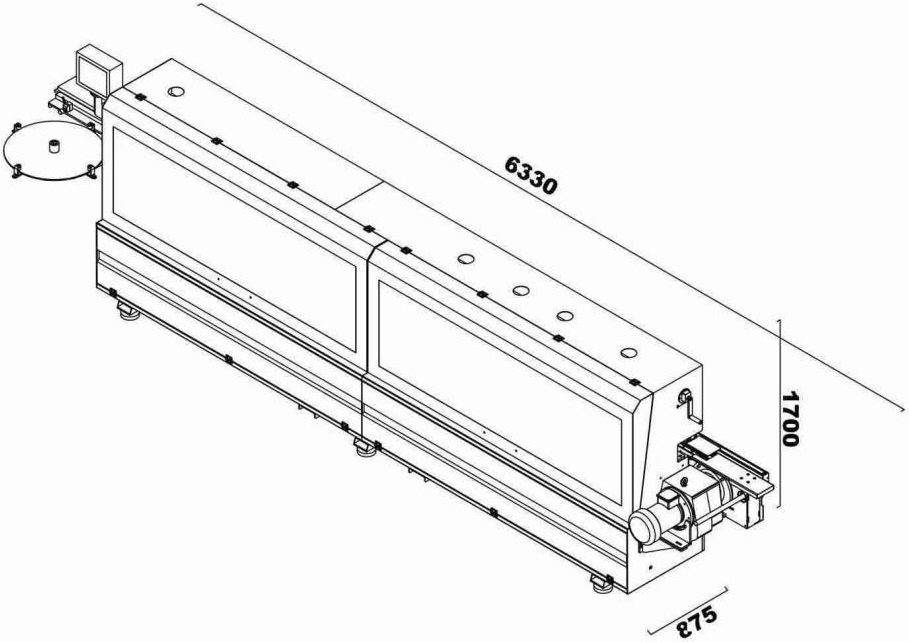
Длина, мм
6330
Ширина, мм
880
Высота, мм
1700
Вес, кг
2400
ГАБАРИТНЫЕ РАЗМЕРЫ:
Рассчитайте свой платеж
Стоимость оборудования
Первоначальный взнос
Срок лизинга
Наше предложение
Ежемесячный платеж:
₽
Переплата:
₽ / за 60 мес
Хотите выгодное предложение?
Оставьте заявку и мы подберем удобный тариф
Стоимость предмета лизинга и приведенные расчеты через
калькулятор являются предварительными. Для точного определения процентной ставки по договору,
пожалуйста, обратитесь к менеджеру в вашем регионе.
Будьте первыми, кто оставит свой отзыв о
нашем товаре!