



























































В наличии
Лидер продаж
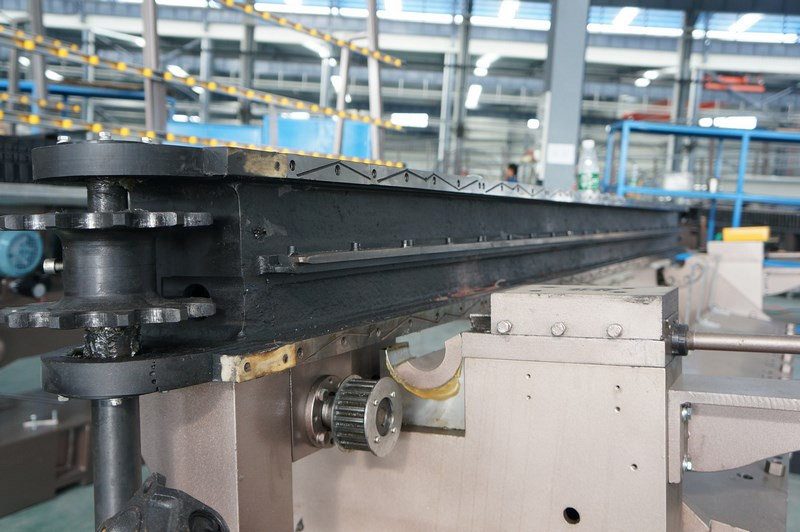
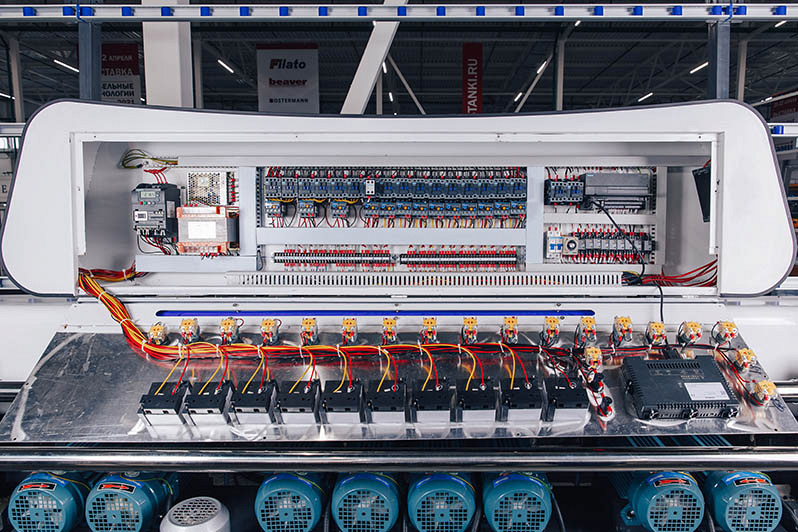
Станок для изготовления фацета JET GLASS XM 261 PLC
Код(ы) товара: МБ 225611










В наличии
Цена по запросу
Стоимость* ШМР: 70 000 ₽
* Без учета командировочных расходов специалиста

Тип оборудования:
Изготовление прямолинейного фацета
Мин. размер: 100 х 100 мм
Толщина стекла: 3 - 19 мм
Количество шпинделей: 9 шт.
Макс. ширина фацета: 40 мм
Мощность: 21 кВт
Преимущества
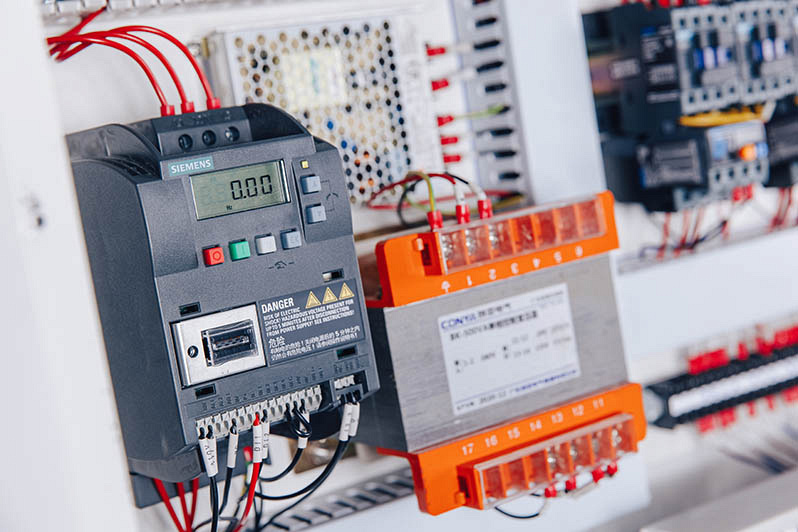
- Регулируемый с PLC углом изготовления фацета
- Бесступенчатая регулировка скорости подачи
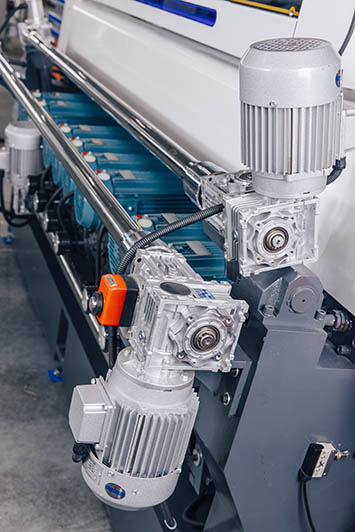
- Единый привод подачи
- Индикаторы нагрузки
- Плоский эластичный конвейер
- Электродвигатели с нормативом СE
- Цифровые счетчики настройки шпинделей
- Централизованный узел смазки
- Гальваническая обработка деталей
- Удобный интерфейс
- Рециркуляция церия и воды
О товаре
Характеристики
Артикул(ы): МБ 225611
| Мощность, кВт | 21 |
| Скорость подачи, м/мин | 0,5 - 6 |
| Количество шпинделей, шт. | 9 |
| Мин. габариты изделия, мм | 100 x 100 |
| Толщина стекла, мм | 3 - 19 |
Все характеристики
Модель
XM 261 PLC
МБ 225611
Мощность, кВт
21
Скорость подачи, м/мин
0,5 - 6
Количество шпинделей, шт.
9
Мин. габариты изделия, мм
100 x 100
Толщина стекла, мм
3 - 19
Ширина фацета, мм
40
Угол фацета, °
0 - 25
Длина, мм
6500
Ширина, мм
1300
Высота, мм
2500
Вес, кг
4000
Карта запусков станков
Запущено станков:
Сервис и технологии
-
 Запуск станковПодробнее
Запуск станковПодробнееОборудование наших брендов и других производителей
-
 Обучение персоналаПодробнее
Обучение персоналаПодробнееГотовим операторов станков: теория, демо-стенды, практика на реальных станках с изготовлением детали
-
 Ремонт оборудованияПодробнее
Ремонт оборудованияПодробнееДиагностика, телесервис и восстановление работоспособности в короткие сроки
-
 Подбор, поставка запчастей и маселПодробнее
Подбор, поставка запчастей и маселПодробнееПоставляем оригинальные комплектующие и подбираем масла под задачу
-
 Разработка технологииПодробнее
Разработка технологииПодробнееПроектируем техпроцесс под конкретное изделие и производство
-
 Подбор финансовых программПодробнее
Подбор финансовых программПодробнееЛьготный лизинг, отсрочка и рассрочка — оптимальные условия от 10+ банков
Отзывы о Станок для изготовления фацета JET GLASS XM 261 PLC